2026-05-22
2026-05-22 Sprężyna gazowa wygląda zwodniczo prosto – cylinder pod ciśnieniem z drążkiem przesuwnym. Jednak każda powierzchnia uszczelniająca, prowadząca lub przenosząca obciążenie musi zostać obrobiona zgodnie z dokładnymi specyfikacjami. Przekroczenie średnicy otworu nawet o kilka setnych milimetra powoduje przedostanie się azotu przez uszczelki, sprężyna traci swoją siłę znamionową, a klient OEM odrzuca całą partię. Obróbka CNC samochodowych sprężyn gazowych jest zatem jednym z tych procesów, w których tolerancje nie podlegają negocjacjom, a każda decyzja dotycząca ścieżki narzędzia ma dalszy wpływ na trwałość produktu.
W tym artykule omówiono najważniejsze operacje obróbki, materiały, wymagania dotyczące tolerancji i etapy wykańczania powierzchni związane z produkcją wysokiej jakości komponentów samochodowych sprężyn gazowych — niezależnie od tego, czy wyceniasz serię produkcyjną, czy projektujesz części pod kątem możliwości produkcyjnych.
Zespół sprężyny gazowej do samochodów zawiera kilka obrobionych maszynowo elementów, z których każdy ma inną funkcję i krytyczność wymiarową. Zrozumienie działania każdej części ułatwia określenie odpowiedniego procesu i tolerancji od samego początku.
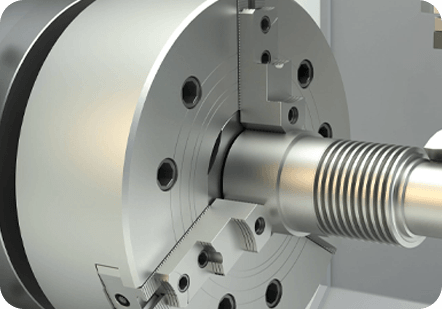
Cylinder to zewnętrzna obudowa — zwykle bezszwowa rura stalowa lub aluminiowa, w której znajduje się azot pod ciśnieniem. Operacje CNC skupiają się tutaj na wykańczaniu otworów i obróbce powierzchni czołowej. Otwór wewnętrzny musi być szlifowany lub toczony wykańczająco, aby uzyskać zarówno prawidłową średnicę, jak i chropowatość powierzchni na tyle niską, aby uszczelki tłoka mogły się ślizgać bez nadmiernego tarcia i zużycia. Średnice wewnętrzne samochodowych cylindrów ze sprężynami gazowymi zwykle mieszczą się w zakresie od 10 mm do 60 mm, z tolerancjami otworów w zakresie H7 (zwykle ± 0,010–0,025 mm w zależności od średnicy).
Tłoczysko jest pojedynczym elementem o najbardziej krytycznym znaczeniu wymiarowym. Musi być prosty, mieszczący się w wąskich granicach, mieć średnicę mieszczącą się w wąskich tolerancjach pasowania uszczelnienia i posiadać wykończenie powierzchni odporne na zużycie i korozję. Toczenie CNC wytwarza półfabrykat pręta; późniejsze szlifowanie bezkłowe i chromowanie na twardo lub azotonawęglanie to standardowe etapy obróbki końcowej. Średnice tłoczysk w zastosowaniach motoryzacyjnych zwykle mieszczą się w zakresie od 6 mm do 28 mm, a odchyłki prostoliniowości przekraczające 0,05 mm na długości 300 mm mogą powodować zakleszczenie tłoka i przyspieszoną awarię uszczelnienia.
Sam tłok jest obrabiany tak, aby pasował do otworu z kontrolowanym luzem. Zawiera geometrię przejścia gazu — rowki, otwory lub profile schodkowe — która reguluje zachowanie przepływu gazu podczas ściskania i rozciągania. Te cechy tworzą operacje toczenia i frezowania CNC. Wszelkie zadziory pozostawione w kanale gazowym lub rowku uszczelki zmieniają charakterystykę przepływu i stwarzają ryzyko uszkodzenia uszczelki podczas montażu.
Prowadnica tłoczyska wyrównuje i podtrzymuje tłoczysko na otwartym końcu cylindra. Wymaga precyzyjnie wywierconej średnicy wewnętrznej odpowiadającej średnicy tłoczyska i średnicy zewnętrznej pasującej do otworu cylindra bez luzu. Zaślepki końcowe w konstrukcjach uszczelnionych są często zagniatane lub gwintowane, więc geometria gwintu i kwadratowość powierzchni czołowej mają znaczenie dla zapewnienia szczelnego montażu. Części te są zazwyczaj toczone CNC ze stali lub tworzyw konstrukcyjnych wzmocnionych metalowymi wkładkami.
Wybór materiału wpływa na wszystkie dalsze decyzje dotyczące obróbki – prędkości skrawania, wybór narzędzi, metody wykończenia powierzchni i kryteria kontroli końcowej. Części samochodowych sprężyn gazowych są przeważnie wykonane z niewielkiego zestawu materiałów, z których każdy ma znane właściwości obróbki.
| Komponent | Typowy materiał | Kluczowe kwestie dotyczące obróbki |
|---|---|---|
| Rurka cylindra | Stal bez szwu ciągniona na zimno (np. ST52, E235) | Wstępnie narysowany otwór ogranicza obróbkę wewnętrzną; wykończenie honujące pozwala uzyskać końcową wartość Ra |
| Tłoczysko | Stal węglowa nawęglana (np. C45, 42CrMo4) | Twardy chrom lub azotowanie po toczeniu CNC; szlifowanie do średnicy końcowej |
| Tłok | Odlew cynkowy, stal lub polimer POM | Części odlewane ciśnieniowo wymagają toczenia wykańczającego; części polimerowe wymagają ostrych narzędzi o niskiej temperaturze |
| Prowadnica pręta / zaślepka | Mosiądz, aluminium lub stal | Maszyny mosiężne swobodnie; aluminium wymaga chłodziwa zalewowego w celu zapewnienia jakości powierzchni |
| Lekkie warianty | Stop aluminium (np. 6061-T6, 7075) | Możliwe wysokie posuwy; anodowanie wymagane w celu ochrony przed korozją |
Stal pozostaje dominującym wyborem w przypadku elementów konstrukcyjnych ze względu na jej wysoką wytrzymałość na rozciąganie i dobrze poznane zachowanie zmęczeniowe pod cyklicznymi obciążeniami pod ciśnieniem gazu. Stopy aluminium są częściej stosowane w samochodach osobowych, w których ciężar jest wrażliwy – typowym przykładem są rozpórki pokrywy bagażnika – gdzie niższe ciśnienie robocze pozwala na zastosowanie cieńszych ścianek i mniejszych średnic prętów. W przypadku każdego aluminiowego elementu sprężyny gazowej obowiązkowe jest anodowanie lub twarda powłoka, aby zapobiec korozji ciernej na styku tłoczysko-uszczelka.
Działanie sprężyny gazowej zależy bezpośrednio od zależności wymiarowej pomiędzy tłoczyskiem, średnicą cylindra i elementami uszczelniającymi. Zbyt luźne określenie tolerancji grozi wyciekiem i krótką żywotnością; określenie ich mocniej niż to konieczne zwiększa koszty obróbki bez dodawania wartości funkcjonalnej. Poniższa tabela podsumowuje praktyczne docelowe tolerancje dla kluczowych interfejsów dopasowania.
| Interfejs | Typ dopasowania | Typowa tolerancja (średnica) | Cel |
|---|---|---|---|
| Tłoczysko OD / seal ID | Bliski bieg (f7/H7) | ±0,010–0,015 mm | Zapewnia kontakt uszczelnienia bez oporu pręta |
| Średnica cylindra / średnica zewnętrzna tłoka | Luz (H7/e8) | Luz 0,020–0,060 mm | Umożliwia ruch tłoka bez kontaktu z metalem |
| Prowadnica pręta OD / średnica cylindra | Przejście (H7/js6) | 0–0,015 mm | Zapobiega kołysaniu się prowadnicy; zachowuje wyrównanie pręta |
| Gwint na zaślepce końcowej | Norma 6H/6g | Metryczne ISO, średni krój | Uszczelnianie pod ciśnieniem; łatwość montażu |
W przypadku krytycznych wymiarów otworu, Samo toczenie CNC rzadko wystarcza jako operacja końcowa . Honowanie zapewnia połączenie dokładności wymiarowej i kontrolowanego ułożenia powierzchni, jakiego wymagają uszczelnienia — toczony otwór przy Ra 0,8 µm skraca żywotność uszczelnienia w porównaniu z powierzchnią honowaną przy Ra 0,2–0,4 µm. Średnice tłoczyska są podobnie szlifowane wykańczająco po toczeniu, przy czym etap szlifowania utrzymuje ostateczny zakres tolerancji h6 lub f7 niezbędny do prawidłowego połączenia uszczelnienia.
Poza średnicą elementy sprężyn gazowych wymagają kontroli błędów kształtu. Otwór mieszczący się w tolerancji średnicy, ale znacznie odbiegający od okrągłego, spowoduje nierównomierne ściskanie uszczelki, co prowadzi do lokalnych ścieżek wycieków. Wymagania dotyczące okrągłości otworów cylindrów w produkcji samochodowych sprężyn gazowych wynoszą zazwyczaj 0,003–0,008 mm (3–8 µm), co można osiągnąć dzięki wysokiej jakości toczeniu CNC, a następnie honowaniu na dedykowanej maszynie. Walcowość — połączenie okrągłości i prostoliniowości na całej długości otworu — ma największe znaczenie w przypadku dłuższych cylindrów, gdzie wzrost temperatury podczas obróbki może spowodować błędy lufy lub stożka.
Wartości chropowatości powierzchni podawane są jako Ra (średnia arytmetyczna chropowatość) i należy je weryfikować profilometrem, a nie oceniać wzrokowo. Każda powierzchnia robocza cylindra i tłoczyska ma różne cele:

Cylindryczna geometria elementów sprężyn gazowych sprawia, że toczenie CNC jest dominującym procesem produkcyjnym. Nowoczesne centra tokarskie CNC — w szczególności maszyny dwuwrzecionowe i dwuwieżowe — doskonale nadają się do produkcji sprężyn gazowych w samochodach, ponieważ mogą wykonać część w jednym ustawieniu, eliminując błędy ponownego mocowania, które pogarszają koncentryczność pomiędzy otworem a średnicą zewnętrzną.
Tłoczyska są zwykle produkowane z prętów na tokarce CNC z podajnikiem prętów. Sekwencja toczenia obejmuje zgrubne toczenie średnicy zewnętrznej, gwintowanie na końcu mocowania, podcięcie pod pierścienie osadcze lub rowki uszczelniające oraz fazowanie. Ponieważ pręt jest materiałem wyjściowym, liczy się prostoliniowość materiału przychodzącego — wygięty pręt powoduje bicie, które przechodzi do gotowego pręta i można je skorygować jedynie poprzez szlifowanie bezkłowe. Określenie prostoliniowości surowego pręta z dokładnością do 0,5 mm na metr przed obróbką zapobiega późniejszej obróbce.
Komponenty sprężyn gazowych są produktami masowymi. Dostawcy OEM z branży motoryzacyjnej produkujący dziesiątki tysięcy cylindrów miesięcznie potrzebują czasów cykli w zakresie 30–90 sekund na część, aby zachować konkurencyjność kosztową. Centra tokarskie CNC z dwiema głowicami radzą sobie z tym problemem, obrabiając jednocześnie dwie funkcje — na przykład toczenie zgrubne średnicy zewnętrznej podczas wytaczania wykończeniowego średnicy wewnętrznej — skracając czas cykli o 30–50% w porównaniu z operacjami sekwencyjnymi na maszynie z pojedynczą głowicą rewolwerową. Praca przy wyłączonym oświetleniu przez noc z automatycznym podawaniem prętów i zbieraniem części dodatkowo zmniejsza koszt sztuki w przypadku dużych serii.
Niektóre konstrukcje sprężyn gazowych wymagają otworów promieniowych, nawierconych otworów wlewowych lub frezowanych spłaszczeń na końcu cylindra w celu połączenia narzędzi montażowych. Centrum tokarskie CNC z oprzyrządowaniem na żywo obsługuje te funkcje w tej samej konfiguracji, co operacje toczenia, unikając dodatkowej operacji frezowania CNC. Jest to szczególnie ważne w przypadku otworów do napełniania gazem — otworów o małej średnicy wywierconych promieniowo w ściance cylindra — gdzie dokładność położenia względem linii środkowej otworu wpływa na dopasowanie korka uszczelniającego.
Surowe powierzchnie obrabiane CNC prawie nigdy nie stanowią ostatecznego stanu powierzchni komponentów samochodowych sprężyn gazowych. Wymagania dotyczące korozji, zużycia i tarcia – wszystkie te czynniki wpływają na obróbkę po obróbce, którą należy uwzględnić w oryginalnych wymiarach obrobionych.
Twardy chrom jest najczęstszą obróbką powierzchni tłoczysk. Po szlifowaniu osadza się typową warstwę chromu o grubości 10–25 µm, a następnie ponownie szlifuje się do ostatecznej średnicy. Dzięki tej sekwencji „płytowania i szlifowania” osiągana jest zarówno twardość powierzchni (900–1000 HV) wymagana, aby wytrzymać zużycie uszczelki, jak i wykończenie Ra 0,1 µm wymagane do pracy przy niskim tarciu. Chrom zwiększa średnicę pręta, dlatego należy obliczyć średnicę szlifu wstępnie chromowanego, aby mieściła się w tolerancji po osadzeniu chromu – jest to krok wymagający spójnej kontroli procesu galwanizacji i ścisłej komunikacji między warsztatem obróbki a zakładem galwanicznym.
W przypadku zastosowań, w których chromowanie jest ograniczone ze względu na przepisy ochrony środowiska (chrom sześciowartościowy podlega w Europie ograniczeniom REACH), preferowaną alternatywą jest azotonawęglanie – zwane także azotonawęglaniem ferrytycznym lub obróbką Teniferem/Melonitem. W procesie tym azot i węgiel przenikają do powierzchni stali, tworząc twardą warstwę związku o grubości 10–20 µm, połączoną z głębszą strefą dyfuzji, która zwiększa wytrzymałość zmęczeniową. W przeciwieństwie do chromowania, azotonawęglanie powoduje minimalną zmianę wymiarów (zazwyczaj poniżej 5 µm wzrostu), dlatego pręty o wąskich tolerancjach często można przetwarzać bez etapu szlifowania po obróbce. Powstała powierzchnia ma doskonałą odporność na korozję i charakterystyczny ciemnoszary wygląd.
Otwory cylindrów są honowane po toczeniu CNC, aby jednocześnie uzyskać ostateczną średnicę, okrągłość i teksturę powierzchni. Honowanie płaskowyżu — dwuetapowy proces honowania przy użyciu grubszego kamienia, a następnie drobnego kamienia wykończeniowego — pozwala uzyskać powierzchnię z płytkimi wgłębieniami zatrzymującymi olej i spłaszczonymi wierzchołkami odpornymi na zużycie. Profil ten jest mierzony parametrami Rk (głębokość chropowatości rdzenia, zmniejszona wysokość szczytu, zmniejszona głębokość doliny), a nie proste wartości Ra i powinien być określony na rysunkach dla krytycznych zastosowań wiertniczych. Otwory szlifowane płaskowyżowo znacznie wydłużają żywotność uszczelnienia w porównaniu z powierzchniami toczonymi prosto lub jednostopniowo szlifowanymi.
Rury cylindrów i elementy ze stali konstrukcyjnej, które nie wymagają powierzchni ścieralnej, są zwykle powlekane galwanicznie cynkiem i niklem w celu ochrony przed korozją. Cynk-nikiel (zawartość niklu 12–15%) zapewnia znacznie lepszą odporność na mgłę solną niż konwencjonalne cynkowanie — zazwyczaj 720–1000 godzin dla czerwonej rdzy w testach neutralnej mgły solnej w porównaniu z 120–240 godzinami dla samego cynku. W przypadku sprężyn gazowych stosowanych na zewnątrz pojazdów lub pod podwoziami narażonych na działanie soli drogowej i wilgoci, większość specyfikacji OEM wymaga tej odporności na korozję.
Obróbka sprężyn gazowych w samochodach odbywa się w ramach rygorystycznych systemów jakości, zazwyczaj IATF 16949 lub ISO 9001, z uwzględnieniem wymagań klientów specyficznych dla branży motoryzacyjnej. Kontrola nie jest bramą końcową — jest zintegrowana z przepływem produkcji poprzez statystyczną kontrolę procesu i pomiary w trakcie procesu.
Pomiar powietrza jest preferowaną metodą kontroli średnicy w dużych objętościach, ponieważ jest szybka (pomiar w czasie krótszym niż 2 sekundy), bezkontaktowa i wysoce powtarzalna. Wrzeciono miernika powietrza umieszczone w otworze lub umieszczone wokół pręta mierzy przeciwciśnienie powietrza, które jest bezpośrednio powiązane ze średnicą za pomocą wzorca kalibracji. Mierniki powietrza są zwykle zintegrowane z komorą tokarską CNC, dzięki czemu każda część jest sprawdzana przed rozładunkiem, co umożliwia przesyłanie informacji zwrotnych w czasie rzeczywistym do systemu kompensacji przesunięcia obrabiarki.
Inspekcja współrzędnościowej maszyny pomiarowej (CMM) jest wykorzystywana do zatwierdzania pierwszego artykułu, okresowych audytów i wszelkich cech, których miernik powietrza nie może łatwo zmierzyć – w tym średnicy podziałowej gwintu, prostopadłości otworu do powierzchni czołowej i położenia otworów nawiercanych krzyżowo. Programy CMM dla komponentów sprężyn gazowych są zazwyczaj pisane tak, aby odpowiadały objaśnieniom GD&T na rysunkach, a powstałe raporty pomiarowe są przesyłane do klienta w ramach procesu zatwierdzania części do produkcji (PPAP).
Po montażu 100% kontrola szczelności jest standardową praktyką w przypadku sprężyn gazowych w samochodach. Najpopularniejsza metoda wykorzystuje spektrometrię mas z helem lub badanie zaniku ciśnienia różnicowego. Testowanie różnicowe ciśnień jest bardziej praktyczne w przypadku produkcji na dużą skalę — zmontowana sprężyna jest poddawana ciśnieniu do ciśnienia próbnego, izolowana, a każdy spadek ciśnienia w ustalonym okresie (zwykle 10–30 sekund) jest porównywany z progiem odrzutu. Dobrze skalibrowany test spadku ciśnienia może wiarygodnie wykryć wielkość wycieków poniżej 1 cm3/min azotu pod ciśnieniem roboczym.
Inżynierowie projektanci określający komponenty samochodowych sprężyn gazowych mogą znacznie obniżyć koszty obróbki, przestrzegając kilku praktycznych zasad. Nie pogarsza to funkcjonalności — dopasowuje projekt do naturalnych możliwości toczenia CNC i powiązanych procesów.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17