2025-11-18
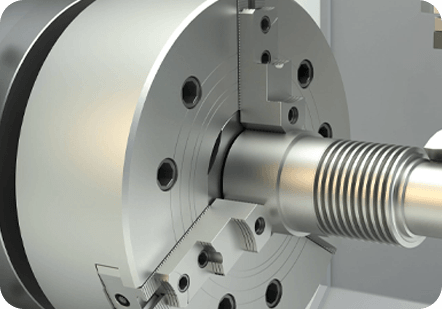
2025-11-18 Wybór odpowiedniego materiału na wał silnika elektrycznego reguluje wytrzymałość, trwałość zmęczeniową, obrabialność, odporność na korozję i koszt. Typowe materiały na wały obejmują AISI 1045 (stal średniowęglowa), 4140/4340 (stal stopowa o wyższej wytrzymałości), gatunki nierdzewne, takie jak 304/316 do środowisk korozyjnych, a czasami stopy nieżelazne (brąz lub aluminium) do zastosowań przy niskim obciążeniu lub wrażliwych na ciężar. Do zastosowań wymagających dużych prędkości lub cykli często stosuje się hartowane i odpuszczane stale stopowe, takie jak 4140, i utwardzane powierzchniowo, aby były odporne na zużycie na stykach łożysk i uszczelek.
Średnicę wału dobiera się tak, aby spełniała naprężenia zginające i skręcające przy odpowiednich współczynnikach bezpieczeństwa. Używaj połączonych wzorów na obciążenie (superpozycja zginania i skręcania) oraz szacunków trwałości zmęczeniowej (reguła Minera lub krzywe S–N), gdy występują obciążenia cykliczne. Kluczowe aspekty projektowe obejmują długość czopu łożysk, umiejscowienie występów i przejść, które minimalizują koncentrację naprężeń.
Rowki wpustowe są powszechne w przypadku przenoszenia momentu obrotowego, ale wprowadzają elementy zwiększające naprężenia. Zminimalizuj głębokość, użyj zaokrąglonych końcówek i rozważ połączenia stożkowe lub wielowypustowe w celu uzyskania wysokiego momentu obrotowego. Wypusty rozkładają ścinanie na większym obszarze i są preferowane w przypadku przekładni o dużej wytrzymałości; wymagają jednak bardziej rygorystycznych kontroli produkcji i inspekcji.
Wybierz pasowania wciskowe, przejścia lub luzy w zależności od metody montażu i obciążenia. Typowe przykłady: H7/k6 dla pasowań skurczowych, H7/g6 dla pasowań wciskowych. W przypadku elementów obrotowych narażonych na rozszerzalność cieplną należy uwzględnić różnicowy wzrost — pasowania z wciskiem należy stosować tylko wtedy, gdy dostępne są procedury montażu i demontażu (prasa termiczna lub hydrauliczna).
Procesy obróbki (toczenie, szlifowanie, przeciąganie wpustów/wypustów) określają możliwe do osiągnięcia tolerancje i wykończenie powierzchni. Krytyczne czopy łożysk i powierzchnie uszczelniające zazwyczaj wymagają szlifowania o wartościach Ra, często poniżej 0,8 µm, w zależności od typu łożyska. Obróbka powierzchni — hartowanie indukcyjne, azotowanie, nawęglanie lub chromowanie — zwiększa odporność na zużycie w obszarach styku, zachowując jednocześnie wytrzymały rdzeń, który jest odporny na uderzenia.
Precyzyjna koncentryczność i minimalne bicie są niezbędne dla wyważenia wirnika i trwałości łożysk. Tolerancje należy określić dla średnicy czopa (np. Ø30 H7), bicia osiowego (< 0,02 mm typowo dla silników o średniej prędkości) i bicia promieniowego dla współpracujących części. Objaśnienia dotyczące wymiarowania geometrycznego i tolerancji (GD&T), takie jak cylindryczność, współosiowość i prostopadłość, pomagają zapewnić działanie w warunkach montażu.
Niewyważone wały powodują wibracje, przeciążenia łożysk i hałas. Po obróbce i montażu należy wykonać wyważenie statyczne i dynamiczne. Określ pierwszą prędkość krytyczną za pomocą modeli bezwładności wirnika i sztywności wału — upewnij się, że prędkości robocze unikają rezonansu lub zastosuj tłumienie/usztywnienie wału. W przypadku wirników bliskich prędkościom krytycznym należy zastosować stopnie wyważenia ISO, aby ustawić dopuszczalne niewyważenie resztkowe.
Awarie wałów wynikają zwykle z pęknięć zmęczeniowych (w pobliżu występów, rowków wpustowych), niewspółosiowości powodującej przeciążenie łożysk, wżery korozyjne lub nadmierne zużycie czopów. Wczesne wykrycie poprzez analizę drgań, analizę oleju i kontrolę wzrokową zwiększa możliwości naprawy. W zależności od rozmiaru uszkodzenia naprawy obejmują spawanie i ponowne szlifowanie (tylko przy zastosowaniu odpowiedniej obróbki metalurgicznej i obróbki cieplnej), tulejowanie zużytych czopów lub całkowitą wymianę wału w przypadku występowania pęknięć zmęczeniowych.
Poniżej znajduje się kompaktowa tabela, którą można dostosować do rysunków zaopatrzeniowych lub technicznych. Wymienia typowe cechy wału i zalecane cele dla średnio obciążonego silnika przemysłowego.
| Funkcja | Typowa wartość / specyfikacja | Notatki |
| Materiał | AISI 1045/4140 | Wybierz 4140 do przypadków o dużym zmęczeniu lub obróbce cieplnej |
| Zakończenie dziennika | Ra 0,2–0,8 µm | Zalecane szlifowanie i polerowanie |
| Tolerancja | Ø H7 / czop | Określ GD&T dla współosiowości |
| Wybicie | < 0,02 mm osiowo | Zmierzyć na powierzchniach uszczelnienia i sprzęgła |
Przestrzeganie tych praktycznych wskazówek poprawi niezawodność silnika, ułatwi konserwację i zredukuje nieoczekiwane przestoje spowodowane awariami związanymi z wałem. W razie wątpliwości należy priorytetowo traktować kontrolę (NDT), konserwatywne pasowania i sprawdzone materiały do zastosowań wymagających dużej liczby cykli lub zastosowań o krytycznym znaczeniu dla bezpieczeństwa.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17