2026-03-16
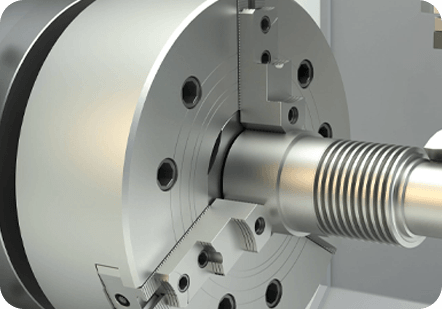
2026-03-16 Precyzyjny wał silnika to mechaniczny element wyjściowy silnika elektrycznego — obracający się cylindryczny element, który przenosi moment obrotowy z wirnika silnika na napędzane obciążenie poprzez sprzęgła, koła zębate, koła pasowe, zębniki lub bezpośrednie połączenia pasowane na wcisk. Słowo „precyzja” w tym kontekście nie jest kwalifikatorem marketingowym; odnosi się do wąskich tolerancji wymiarowych, wymagań dotyczących dokładności geometrycznej i specyfikacji wykończenia powierzchni, które odróżniają precyzyjny wał silnika od standardowego wału komercyjnego. W zastosowaniach obejmujących urządzenia medyczne i przyrządy laboratoryjne, serwonapędy, robotykę i siłowniki lotnicze, dokładność wymiarowa wału bezpośrednio determinuje wydajność systemu — jakość dopasowania łożyska, koncentryczność sprzęgła, poziom wibracji, dokładność obrotową i ostatecznie niezawodność całego zespołu napędzanego.
Nawet niewielkie odchylenia od określonej geometrii wału mogą skutkować poważnymi problemami na poziomie systemu. Średnica wału większa o 0,01 mm spowoduje nadmierne naprężenie łożyska wtłaczanego podczas montażu i może spowodować pęknięcie bieżni wewnętrznej. Wał z biciem na czopie łożyska wynoszącym 0,005 mm będzie wywierał cykliczne obciążenie na łożysko przy częstotliwości obrotowej wału, drastycznie zmniejszając jego żywotność L10. Wał o nieprawidłowej chropowatości powierzchni gniazda łożyska — zbyt szorstki — będzie podczas pracy powodował mikrospawanie z bieżnią wewnętrzną łożyska, powodując destrukcyjny wpływ na jego demontaż. To nie są przypadki Edge; są to rutynowe konsekwencje stosowania wałów silnika o niewystarczającej precyzji i zrozumienia, co sprawia, że a precyzyjny wał silnika Prawdziwa precyzja jest niezbędna dla każdego, kto określa, zamawia lub projektuje te komponenty.
Precyzyjny wał silnika nie jest prostym cylindrem — jest to obrabiany element o wielu funkcjach, w którym każda strefa jest zaprojektowana tak, aby łączyć się z konkretnym współpracującym elementem, a każde połączenie narzuca własne wymagania dotyczące wymiarów, geometrii i wykończenia powierzchni. Zrozumienie funkcji każdej funkcji pomaga przy pisaniu specyfikacji i ocenie możliwości dostawcy.
Czopy łożyskowe to cylindryczne części wału, które są osadzone wewnątrz elementu tocznego silnika lub łożysk ślizgowych. Są to zazwyczaj najbardziej krytyczne pod względem wymiarowym sekcje całego wału. Aby uzyskać prawidłowe pasowanie łożyska, średnica czopu musi mieścić się w wąskiej tolerancji — zwykle klasy IT5 lub IT6 zgodnie z normą ISO 286, co przekłada się na tolerancje od ±0,003 mm do ±0,008 mm dla średnic w zakresie od 5 mm do 50 mm. Pasowanie z luzem stosuje się w przypadku łożysk, które muszą być dociskane do wału ręką lub lekkim narzędziem (pasowanie przejściowe), natomiast pasowanie z wciskiem stosuje się, gdy bieżnia wewnętrzna łożyska musi być bezpiecznie przymocowana do wału, aby zapobiec pełzaniu pod obciążeniem. Chropowatość powierzchni czopów łożysk jest określona jako Ra od 0,4 µm do Ra 0,8 µm dla łożysk tocznych i Ra 0,2 µm lub mniejsza dla łożysk hydrodynamicznych ślizgowych, gdzie wykończenie powierzchni bezpośrednio wpływa na tworzenie się filmu olejowego podtrzymującego wał.
Strona wyjściowa lub napędowa precyzyjnego wału silnika to sekcja łącząca się z obciążeniem — poprzez piastę z wpustem, sprzęgło wielowypustowe, koło zębate, koło pasowe, tarczę enkodera lub inny element przenoszący moc. Wpusty wykonane w wale zapewniają dodatnie połączenie napędu obrotowego, które przenosi moment obrotowy bez polegania wyłącznie na zakłóceniach. Wielowypustowe końcówki wałów — zarówno o profilach ewolwentowych, jak i o prostych bokach — rozkładają moment obrotowy na wiele punktów styku, zapewniając wyższą zdolność przenoszenia momentu obrotowego i lepszą tolerancję na niewspółosiowość niż w przypadku pojedynczych rowków wpustowych. Precyzyjnie szlifowane stożkowe końcówki wałów są stosowane w zastosowaniach wymagających łatwego montażu i demontażu piast bez wpustu, gdzie kąt stożka tworzy samoblokujące lub rozłączalne pasowanie wciskowe, w zależności od zastosowania osiowej nakrętki mocującej. Gwinty na końcu wału zabezpieczają piasty sprzęgła, tarcze enkodera lub pokrywy końcowe przed obciążeniami osiowymi.
W większości konstrukcji silników elektrycznych zespół laminacji wirnika lub zespół magnesów trwałych jest montowany na wcisk bezpośrednio na wale silnika. Strefa mocowania wirnika musi mieć dokładnie kontrolowaną średnicę w celu uzyskania określonego pasowania z wciskiem, które zapewnia odpowiednie przenoszenie momentu obrotowego bez powodowania pękania płytek wirnika podczas wtłaczania. W silnikach szybkoobrotowych połączenie wirnika z wałem musi również stawić czoła odśrodkowemu rozszerzaniu się wirnika przy maksymalnej prędkości — jeśli wzajemne oddziaływanie jest niewystarczające, wirnik może poluzować się przy dużej prędkości, powodując katastrofalną nierównowagę. Okrągłość strefy mocowania wirnika ma bezpośredni wpływ na jakość wyważenia dynamicznego osiągalną po złożeniu wirnika: nieokrągły wał wprowadza błąd mimośrodu do rozkładu masy wirnika, którego nie można w pełni skorygować poprzez późniejsze wyważenie.
Przejścia średnic pomiędzy sekcjami wału tworzą występy, które osiowo ustalają łożyska, wirniki i inne elementy wzdłuż wału. Prostopadłość tych występów względem osi wału – tolerancja prostopadłości – określa prostopadłość osadzenia łożysk i wirników, wpływając na napięcie wstępne i wyrównanie osiowe. Podcięte rowki u podstawy występów i na końcach szlifowanych odcinków łagodzą koncentrację naprężeń powstającą w wyniku gwałtownych zmian średnicy, znacznie poprawiając trwałość zmęczeniową wału pod cyklicznymi obciążeniami skrętnymi i zginającymi. W przypadku precyzyjnych wałów silników o dużej cykli pracy te podcięte promienie i wykończenie powierzchni są równie ważne dla trwałości użytkowej, jak ogólna wytrzymałość materiału wału.
Wybór materiału na precyzyjny wał silnika obejmuje zrównoważenie obrabialności i szlifowalności (która określa możliwą do osiągnięcia precyzję wymiarową), wytrzymałość mechaniczną i odporność zmęczeniową (która określa nośność i żywotność), właściwości magnetyczne (krytyczne w zastosowaniach, w których wał przechodzi przez obwód magnetyczny silnika) oraz odporność na korozję (w przypadku zastosowań w środowiskach wilgotnych, agresywnych chemicznie lub dopuszczonych do kontaktu z żywnością).
| Materiał | Typowy stopień | Kluczowe właściwości | Wspólna aplikacja |
| Stal węglowa | C45, 1045, S45C | Dobra wytrzymałość, możliwość obróbki mechanicznej, niski koszt | Ogólne silniki przemysłowe, HVAC, pompy |
| Stal stopowa | 42CrMo4, 4140, SCM440 | Wysoka wytrzymałość, odporność na zmęczenie, możliwość obróbki cieplnej | Serwosilniki, napędy o wysokim momencie obrotowym, wyjścia przekładni |
| Stal do nawęglania | 16MnCr5, 8620 | Twarda powierzchnia, wytrzymały rdzeń, odporny na zużycie | Wały ze zintegrowanymi zębatkami, czopy odporne na zużycie |
| Stal nierdzewna | 303, 316, 17-4PH | Odporny na korozję, niemagnetyczny (austenityczny) | Urządzenia medyczne, przetwórstwo spożywcze, silniki okrętowe |
| Stop tytanu | Ti-6Al-4V | Wysoka wytrzymałość w stosunku do masy, niemagnetyczna, odporna na korozję | Siłowniki lotnicze, silniki kompatybilne z MRI |
| Stop aluminium | 7075-T6, 6061-T6 | Lekki, niemagnetyczny, dobra obrabialność | Małe, szybkie silniki, napędy UAV, robotyka |
Wiele materiałów na wały silników precyzyjnych poddaje się obróbce cieplnej w celu uzyskania wymaganych właściwości mechanicznych — hartowanie i odpuszczanie stali stopowych w celu uzyskania wytrzymałości na rozciąganie 900–1200 MPa, nawęglanie powierzchniowe stali niskostopowych w celu uzyskania twardej, odpornej na zużycie powierzchni z wytrzymałym rdzeniem lub azotowanie w celu uzyskania wyjątkowo twardej warstwy powierzchniowej przy minimalnych zniekształceniach wymiarowych. Kolejność operacji obróbki cieplnej i precyzyjnego szlifowania jest krytyczna: obróbka cieplna powoduje zniekształcenie wymiarowe, które należy skorygować poprzez późniejsze szlifowanie. Precyzyjne wały silników są zazwyczaj poddawane obróbce zgrubnej, poddawane obróbce cieplnej, w razie potrzeby prostowane, a następnie precyzyjnie szlifowane do ostatecznych wymiarów. Szlifowanie końcowe po obróbce cieplnej – a nie wcześniej – to jedyny niezawodny sposób na jednoczesne osiągnięcie wymaganych właściwości mechanicznych i wąskich tolerancji wymiarowych precyzyjnego wału silnika.
Specyfikacja tolerancji jest technicznym sercem precyzyjnej konstrukcji wału silnika. Zbyt luźny i wał nie może spełniać swojej zamierzonej funkcji; niepotrzebnie szczelne, a koszty produkcji rosną bez korzyści. Zrozumienie, które tolerancje mają największe znaczenie dla każdej cechy i jakie wartości są odpowiednie dla różnych zastosowań i prędkości, jest tym, co odróżnia dobrze określony precyzyjny rysunek wału silnika od rysunku, który jest albo niedostatecznie określony, albo niepraktycznie ciasny.
Średnice wałów określane są w systemie tolerancji ISO 286, który określa zarówno stopień tolerancji (stopień IT, wskazujący całkowitą szerokość pasma tolerancji), jak i odchylenie podstawowe (litera wskazująca położenie pasma tolerancji względem wymiaru nominalnego). W przypadku czopów łożysk precyzyjnych wału silnika typowe specyfikacje to k5 lub k6 dla łożysk wymagających lekkiego pasowania wciskowego oraz h5 lub h6 dla łożysk montowanych z pasowaniem przejściowym lub z lekkim luzem. Na czopie łożyska o średnicy 20 mm tolerancja k5 odpowiada zakresowi średnic od 0,002 mm do 0,011 mm — całkowity zakres tolerancji wynosi zaledwie 9 mikrometrów. Konsekwentne osiągnięcie tego celu w produkcji wymaga szlifowania cylindrycznego z precyzyjną kontrolą maszyny i obciągania oraz 100% weryfikacji wymiarów po szlifowaniu przy użyciu skalibrowanych średnicówek lub mierników powietrza o rozdzielczości 0,001 mm lub większej.
Okrągłość (okrągłość) czopa łożyska — odchylenie dowolnego profilu przekroju poprzecznego od idealnego koła — jest zwykle określana jako 50% lub mniej tolerancji średnicy dla precyzyjnych wałów silników. W przypadku czopa k5 z tolerancją średnicy 9 µm typowym wymaganiem jest okrągłość na poziomie 4–5 µm. Cylindyczność — połączenie okrągłości i prostoliniowości wzdłuż czopa łożyska — jest bardziej wymagającym wymaganiem w przypadku długich gniazd łożysk, zapewniającym równomierne pasowanie łożyska na całej jego szerokości. Okrągłość i walcowość mierzy się na precyzyjnej maszynie do pomiaru okrągłości (takiej jak Taylor Hobson Talyrond) przy użyciu sondy kontaktowej, która odwzorowuje rzeczywistą geometrię powierzchni na idealną formę kołową.
Bicie to najbardziej krytyczna dla wydajności tolerancja geometryczna precyzyjnych wałów silników, ponieważ bezpośrednio generuje wibracje i obciążenia łożysk, które ograniczają prędkość silnika, hałas i żywotność. Całkowite bicie wskazywane (TIR) — mierzone poprzez obrót wału między środkami i pomiar całkowitego odkształcenia czujnika zegarowego przy określonej średnicy — łączy błąd okrągłości i błąd współosiowości (przesunięcie między osią mierzonego obiektu a osią odniesienia) w jeden pomiar. W przypadku precyzyjnych wałów silników w zastosowaniach związanych z serwomechanizmem i ruchem precyzyjnym, TIR na czopie końca wyjściowego w stosunku do czopów łożyska jest zwykle określany na poziomie od 0,005 mm do 0,015 mm. Przy 3000 obr./min TIR wynoszący 0,01 mm generuje siłę odśrodkową, która w zależności od masy wału i wirnika może wytworzyć amplitudę wibracji o rząd wielkości większą niż sam mimośrod, szybko pogarszając trwałość łożyska i pogarszając dokładność pozycjonowania w układach serwo z zamkniętą pętlą.
Różne strefy precyzyjnego wału silnika wymagają różnych wartości chropowatości powierzchni, a określenie jednej chropowatości powierzchni dla całego wału jest częstym błędem w specyfikacji. Czopy łożyskowe wymagają Ra 0,4–0,8 µm w przypadku łożysk kulkowych i wałeczkowych oraz Ra 0,1–0,4 µm w przypadku łożysk ślizgowych. Powierzchnie stykowe uszczelnienia (w miejscach, gdzie uszczelka wargowa lub uszczelnienie labiryntowe styka się z wałem) wymagają szlifowania Ra 0,2–0,4 µm w kierunku obrotu wału, przy ścisłych ograniczeniach dotyczących ołowiu (śrubowe ślady szlifowania, które mogą pompować smar przez uszczelkę). Strefy mocowania wirnika są zwykle określane jako Ra 0,8–1,6 µm — nieco bardziej chropowate powierzchnie mogą w rzeczywistości poprawić utrzymanie momentu obrotowego w przypadku pasowań wciskowych, zapewniając mikromechaniczne blokowanie pomiędzy powierzchniami wału i otworu. Powierzchnie wpustowe i wielowypustowe zwykle pozostawia się na poziomie Ra 1,6–3,2 µm w wyniku operacji frezowania lub przeciągania, ponieważ powierzchnie te przenoszą obciążenie poprzez kontakt kształtowy, a nie zależą od jakości powierzchni pod względem ich funkcji.
Osiągnięcie tolerancji wymaganych w zastosowaniach z precyzyjnymi wałami silników wymaga starannie zorganizowanego procesu produkcyjnego, w którym każda operacja tworzy warunki dla następnej. Pomijanie lub skracanie dowolnego etapu łańcucha procesu niezawodnie skutkuje wałami, które nie spełniają specyfikacji, wykrytymi podczas przeglądu przychodzącego lub – co jest droższe – podczas montażu lub na początku eksploatacji.
Toczenie CNC na tokarce precyzyjnej ustala podstawową geometrię wału — wszystkie średnice, długości, występy, podcięcia i stożki — z naddatkiem materiału od 0,1 mm do 0,3 mm na szlifowanych powierzchniach do późniejszego szlifowania cylindrycznego. Otwory środkowe wywiercone na tym etapie w obu końcach wału stają się punktem odniesienia dla wszystkich kolejnych operacji szlifowania i kontroli. Dokładność tych otworów centralnych — ich koncentryczność, głębokość i wykończenie powierzchni — bezpośrednio określa dokładność osiągalną podczas późniejszego szlifowania, ponieważ wał obraca się w tych środkach podczas wszystkich operacji szlifowania. Precyzyjne wiercenie nakiełków na tokarce CNC z kłem obrotowym i starannym ustawieniem maszyny nie jest prostą operacją na precyzyjnym wale silnika; jest to podstawa, na której opiera się wszelka późniejsza dokładność.
Szlifowanie cylindryczne to ostateczny proces produkcyjny precyzyjnych czopów wałów silnika i gniazd łożysk. Wał jest montowany pomiędzy precyzyjnymi środkami szlifierki i obraca się powoli, podczas gdy wysokoobrotowa ściernica przesuwa się po powierzchni czopa, usuwając 0,002–0,005 mm na przejście w przypadku cięć wykończeniowych, aby uzyskać ostateczną średnicę, okrągłość, cylindryczność i wykończenie powierzchni. Nowoczesne szlifierki cylindryczne CNC osiągają powtarzalność średnicy ± 0,001 mm lub lepszą, jeśli są odpowiednio konserwowane i stabilizowane termicznie, a chropowatość powierzchni Ra 0,1–0,4 µm rutynowo. Pomiar poprocesowy — automatyczny pomiar średnicy wału pomiędzy przejściami szlifowania za pomocą miernika zamontowanego w maszynie — eliminuje różnice wymiarowe spowodowane rozszerzalnością cieplną i zużyciem ściernicy, zachowując spójność wymiarową w całej partii produkcyjnej bez ręcznej interwencji.

Rowki wpustowe są frezowane w wale przed końcowym szlifowaniem, aby uniknąć wprowadzenia koncentracji naprężeń na krawędziach wpustu, które mogłyby spowodować mikropęknięcia podczas kontaktu ściernicy. Wypusty na precyzyjnych wałach silników są wytwarzane poprzez hobowanie, frezowanie lub walcowanie na zimno — wielowypusty walcowane na zimno mają dodatkową zaletę w postaci naprężeń ściskających powstałych w procesie walcowania, które poprawiają odporność na zmęczenie w porównaniu z wielowypustami obrabianymi maszynowo. Gwinty na końcach wałów są wycinane lub walcowane po końcowym szlifowaniu, aby uniknąć uszkodzenia szlifowanych powierzchni. Walcowanie gwintów — wciskanie kształtu gwintu w powierzchnię wału, a nie jego wycinanie — powoduje wytwarzanie mocniejszych gwintów przy naprężeniach powierzchniowych ściskających i jest preferowane w porównaniu z nacinaniem gwintów na precyzyjnych wałach silników, gdzie problemem jest trwałość zmęczeniowa gwintu.
Zrozumienie, w jaki sposób precyzyjne wały silnika ulegają awariom – i dlaczego – jest dla projektanta i specjalisty ds. specyfikacji równie ważne, jak zrozumienie sposobu ich wykonania. Większość usterek wałów silników precyzyjnych można powiązać z jedną z niewielkiej liczby przyczyn źródłowych, które po zidentyfikowaniu można łatwo rozwiązać poprzez projektowanie, dobór materiałów lub zmiany w procesie produkcyjnym.
Kompletna specyfikacja precyzyjnego wału silnika jednoznacznie informuje producenta – niezależnie od tego, czy jest to wewnętrzny zakład produkcyjny, czy zewnętrzny dostawca – co dokładnie jest wymagane i w jaki sposób zostanie zweryfikowana zgodność. Niekompletne specyfikacje są najczęstszą przyczyną dostarczenia i przyjęcia wałów niezgodnych z wymaganiami, a problem pojawia się dopiero podczas montażu silnika lub na początku jego eksploatacji. W każdej specyfikacji wału silnika precyzyjnego muszą być wyraźnie określone następujące elementy.
Inżynierowie i zespoły zakupowe zaopatrujące się w precyzyjne wały silników stoją przed trójstronnym wyborem pomiędzy zakupem wałów precyzyjnych ze standardowego katalogu, zamówieniem wałów obrobionych na zamówienie według konkretnego rysunku lub zaopatrzeniem się w wały zamienne OEM od producentów silników. Każda opcja ma inny koszt, czas realizacji i profil minimalnej wielkości zamówienia, a właściwy wybór zależy od wymagań dotyczących objętości zastosowania, stopnia zgodności standardowego produktu ze specyfikacją oraz tego, czy wał jest częścią zamienną, czy nowym elementem konstrukcyjnym.
Precyzyjnie szlifowane wały — dostarczane w standardowych długościach i średnicach z gwarantowaną tolerancją średnicy h6 lub g6 i prostoliniowością poniżej 0,02 mm na 300 mm — są dostępne u dostawców wałów i elementów ruchu liniowego ze stali węglowej, stali nierdzewnej i stali nawęglanej. Ta opcja jest odpowiednia, gdy geometria wału jest prosta (stała średnica lub stopniowana ze standardowymi przyrostami), wymagana tolerancja jest zgodna ze specyfikacją produktu katalogowego, a operacje dodatkowe (frezowanie wpustów, gwintowanie, wiercenie) mogą być wykonywane we własnym zakresie lub przez lokalnego mechanika. Istotną zaletą jest natychmiastowa dostępność bez kosztów oprzyrządowania i czasu realizacji niestandardowej obróbki – ważne przy prototypowaniu, naprawach i produkcji niskoseryjnej.
W przypadku geometrii wału silnika o specyficznych cechach – zintegrowanych zębach zębnika, wielowypustach, wielu precyzyjnych czopach o określonych zależnościach bicia, stożkowych końcach lub specjalnych materiałach – odpowiednią metodą jest obróbka niestandardowa od producenta precyzyjnego wału. Wały niestandardowe produkowane są według rysunku klienta i przed dostawą poddawane są kontroli zgodnie z określonymi kryteriami akceptacji. Czasy realizacji niestandardowych precyzyjnych wałów silników zazwyczaj wahają się od 2–6 tygodni w przypadku materiałów standardowych w umiarkowanych ilościach, z dłuższymi terminami realizacji w przypadku materiałów egzotycznych, sekwencjami obróbki cieplnej z długimi cyklami pieca lub bardzo wąskimi tolerancjami wymagającymi wielokrotnych iteracji szlifowania i pomiaru. Przy składaniu zamówienia na wał niestandardowy dostarczenie kompletnego i jednoznacznego rysunku jest najważniejszym czynnikiem umożliwiającym otrzymanie zgodnych części przy pierwszej dostawie — niejednoznaczne rysunki powodują błędy w interpretacji, prośby o wyjaśnienia wydłużające czas realizacji oraz wały zgodne z rysunkiem, ale niezgodne z przeznaczeniem, za które z technicznego punktu widzenia odpowiada klient.
Nie wszystkie warsztaty mechaniczne, które twierdzą, że produkują precyzyjne wały silników, dysponują sprzętem, kontrolą procesu i możliwościami pomiarowymi, aby konsekwentnie osiągać w produkcji tolerancje średnicy IT5 lub IT6, bicie poniżej 5 µm i wykończenie powierzchni Ra 0,4 µm. Przed zakwalifikowaniem nowego dostawcy wałów precyzyjnych należy sprawdzić: flotę szlifierek oraz jej wiek i stan konserwacji; dostępny do kontroli sprzęt metrologiczny (maszyna do pomiaru okrągłości, współrzędnościowa maszyna pomiarowa lub precyzyjne centra stołowe z czujnikiem zegarowym, profilometrem powierzchni i ich stanem kalibracji); dokumentacja procesowa dostawcy i certyfikacja systemu zarządzania jakością (minimum ISO 9001, IATF 16949 dla wałów precyzyjnych dla branży motoryzacyjnej); oraz ich gotowość do dostarczania raportów z inspekcji pierwszego artykułu (FAIR) zawierających rzeczywiste zmierzone wartości – a nie tylko oznaczenia pozytywne/negatywne – w przypadku wszystkich krytycznych cech próbek początkowych. Dostawca, który niechętnie podaje rzeczywiste dane pomiarowe pierwszych artykułów, mówi Ci coś ważnego o tym, jak zarządza jakością swojej produkcji.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17