2026-06-01
2026-06-01 Części metalowe obrabiane CNC stanowią podstawę precyzyjnej produkcji w praktycznie każdej branży — od tarcz turbin lotniczych i implantów medycznych po korpusy zaworów hydraulicznych i obudowy elektroniki użytkowej. Obróbka komputerowa sterowana numerycznie (CNC) usuwa materiał z litego metalowego przedmiotu obrabianego przy użyciu precyzyjnie kontrolowanych narzędzi skrawających, tworząc części o dokładności wymiarowej, jakości wykończenia powierzchni i powtarzalności, której nie zapewnia żaden inny proces produkcyjny. Niezależnie od tego, czy po raz pierwszy projektujesz niestandardowe komponenty metalowe CNC, czy optymalizujesz istniejący program produkcyjny, zrozumienie interakcji pomiędzy doborem materiałów, projektami, tolerancjami i wykończeniem powierzchni zadecyduje o tym, czy gotowe części będą działać zgodnie z zamierzeniami i czy koszt ich produkcji będzie konkurencyjny. W tym przewodniku omówiono wszystkie te wymiary w sposób praktyczny i szczegółowy dotyczący zastosowań.
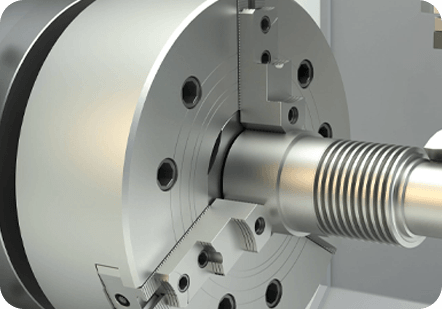
Obróbka CNC obejmuje kilka odrębnych procesów usuwania materiału — frezowanie, toczenie, wiercenie, wytaczanie, gwintowanie i szlifowanie — wszystkie kontrolowane przez programy numeryczne, które przekształcają geometrię 3D CAD na precyzyjne ścieżki narzędzia wykonywane przez osie maszyny napędzane serwomechanizmem. Cechą charakterystyczną odróżniającą części metalowe obrabiane CNC od odlewów, odkuwek lub części wytwarzanych metodą przyrostową jest to, że materiał jest odjęte z litego kęsa, pręta lub półfabrykatu o kształcie zbliżonym do siatki, aby uzyskać ostateczną geometrię. Proces rozpoczyna się od formy surowca większej niż gotowa część, a narzędzia tnące usuwają wszystko, co nie jest częścią.
Frezarki CNC wykorzystują obrotowe wieloostrzowe frezy walcowo-czołowe, frezy czołowe i wiertła do wytwarzania elementów pryzmatycznych — kieszeni, szczelin, otworów, pogłębień, profili i płaskich powierzchni — na częściach trzymanych w imadle lub uchwycie. Frezarki 3-osiowe zapewniają ruch liniowy X, Y i Z; Maszyny 4- i 5-osiowe dodają osie obrotowe, które umożliwiają wycinanie złożonych elementów o wielu powierzchniach w jednym ustawieniu. Centra tokarskie CNC obracają przedmiot obrabiany, podczas gdy nieruchome lub pod napięciem narzędzia skrawające kształtują średnicę zewnętrzną, wiercą średnicę wewnętrzną, licują końce i wycinają gwinty — tworząc elementy cylindryczne i stożkowe charakterystyczne dla wałów, tulei, złączy gwintowanych i suwaków zaworów. Wiele nowoczesnych centrów obróbczych CNC łączy frezowanie i toczenie w jednej maszynie — centra tokarsko-frezarskie lub tokarki wielozadaniowe — realizując wszystkie funkcje złożonych części obrotowych bez pośrednich ustawień.
Precyzyjne części metalowe obrabiane CNC rutynowo osiągają liniowe tolerancje wymiarowe ± 0,025 mm (± 0,001 cala) w produkcji standardowej i ± 0,005 mm lub więcej w przypadku elementów precyzyjnie szlifowanych lub docieranych. Wartości chropowatości powierzchni Ra 0,8 µm (32 µin) są standardem w przypadku frezowania wykańczającego; szlifowanie i honowanie osiąga Ra 0,2 µm lub lepszy dla powierzchni łożysk i uszczelniaczy. Te poziomy wydajności, w połączeniu z możliwością wytworzenia niemal dowolnej geometrii, jaką wymyśli projektant, wyjaśniają, dlaczego obróbka CNC dominuje w produkcji precyzyjnych części, od prototypu po wielkość produkcji.
Wybór metalu na części obrabiane CNC wpływa na wszystkie dalsze zmienne — obrabialność, osiągalną tolerancję, jakość wykończenia powierzchni, opcje obróbki cieplnej po obróbce, odporność na korozję i ostatecznie koszt części. Każda z głównych rodzin metali stosowanych w obróbce CNC ma różne profile.
Aluminium jest najczęściej obrabianym metalem w precyzyjnej produkcji CNC i nie bez powodu. Jego skrawalność jest znacznie wyższa niż w przypadku stali czy tytanu — stopy aluminium można ciąć z szybkością od dwóch do pięciu razy większą niż stal nierdzewna, co radykalnie skraca czas i koszty obróbki. Aluminium 6061-T6 to standardowy gatunek ogólnego przeznaczenia: doskonała obrabialność, dobra odporność na korozję, umiarkowana wytrzymałość (wytrzymałość na rozciąganie ~310 MPa) i szerokie możliwości wykańczania powierzchni, w tym anodowanie, śrutowanie i malowanie proszkowe. Aluminium 7075-T6 zapewnia wyższą wytrzymałość (przy rozciąganiu ~ 572 MPa) konstrukcyjnym elementom lotniczym i obronnym przy umiarkowanej cenie. W przypadku mocowań optycznych, obudów elektroniki, radiatorów, elementów pneumatycznych i wsporników konstrukcyjnych aluminiowe części obrabiane CNC zapewniają najlepszą kombinację wydajności w przeliczeniu na dolara dowolnego metalu.
Części obrabiane CNC ze stali nierdzewnej są stosowane wszędzie tam, gdzie wymagana jest odporność na korozję, wytrzymałość w podwyższonej temperaturze lub zgodność z kontaktem z żywnością/farmaceutykiem. stal nierdzewna 303 jest gatunkiem łatwoobrabialnym — dodatki siarki poprawiają łamanie wiórów i zmniejszają zużycie narzędzia kosztem nieznacznie zmniejszonej odporności na korozję; jest odpowiedni do wałów, elementów złącznych i niekrytycznych komponentów konstrukcyjnych. Stal nierdzewna 316L zapewnia doskonałą odporność na korozję (szczególnie na chlorki i kwasy) i jest standardowym materiałem na elementy urządzeń medycznych, sprzęt do przetwarzania żywności, armaturę morską i sprzęt do procesów chemicznych. Stal nierdzewną 17-4 PH można utwardzać wydzieleniowo do wytrzymałości na rozciąganie ~1170 MPa, zachowując jednocześnie dobrą odporność na korozję, co czyni ją materiałem niezbędnym do zastosowań w przemyśle lotniczym, obronnym oraz w przemyśle naftowo-gazowym. Maszyny ze stali nierdzewnej pracujące mniej więcej o połowę szybciej niż aluminium — można spodziewać się dłuższych czasów cykli i wyższych kosztów oprzyrządowania w porównaniu z częściami aluminiowymi o porównywalnej złożoności.
Tytan oferuje najlepszy stosunek wytrzymałości do masy ze wszystkich powszechnie obrabianych metali — Ti-6Al-4V (klasa 5) osiąga wytrzymałość na rozciąganie ~950 MPa przy gęstości zaledwie 4,43 g/cm3, co stanowi około 60 procent gęstości stali przy podobnej lub większej wytrzymałości. Jego biokompatybilność sprawia, że jest to standardowy materiał na implanty ortopedyczne, elementy dentystyczne i narzędzia chirurgiczne. Elementy konstrukcyjne przemysłu lotniczego, części silników wyścigowych i wysokowydajny sprzęt sportowy również generują duże ilości tytanowych części obrabianych CNC. Kompromisy są znaczące: tytan ma niską przewodność cieplną, co powoduje, że ciepło koncentruje się na krawędzi skrawającej, a nie rozprasza się w wióry, co przyspiesza zużycie narzędzia. Utwardza się również podczas obróbki, jeśli parametry skrawania są nieprawidłowe. Części tytanowe wymagają narzędzi z węglików spiekanych, wysokiego ciśnienia chłodziwa, konserwatywnych posuwów i prędkości oraz doświadczonych programistów – a wszystko to przekłada się na wyższy koszt części w porównaniu z aluminium lub stalą miękką.
Stale węglowe i stopowe stanowią podstawę mechanicznych komponentów obrabianych CNC — kół zębatych, wałów, obudów, narzędzi i elementów konstrukcyjnych, w przypadku których priorytetami są absolutna wytrzymałość, wytrzymałość i efektywność kosztowa. 1018 łatwo obrabia się stal miękką i jest używany do wsporników i osprzętu o niskim naprężeniu. Stal chromowo-molibdenowa 4140 to standardowy gatunek konstrukcyjny — poddający się obróbce cieplnej w szerokim zakresie poziomów twardości, z dobrą obrabialnością w stanie wyżarzonym, doskonałą wytrzymałością po obróbce cieplnej i szeroką dostępnością w postaci prętów i płyt. Stale narzędziowe A2 i D2 są obrabiane w stanie wyżarzonym i utwardzane po obróbce na narzędzia skrawające, matryce i elementy zużywające się. Koszt surowca stalowego jest najniższy ze wszystkich metali konstrukcyjnych, co równoważy jego mniejszą prędkość obróbki w porównaniu z aluminium w zastosowaniach masowych.
Mosiądz automatowy C360 ma najwyższy wskaźnik skrawalności ze wszystkich metali – często oceniany na poziomie 100% (punkt odniesienia, z którym porównywane są wszystkie inne metale) – i wytwarza najkrótsze, najbardziej kontrolowane wióry ze wszystkich materiałów. Mosiężne części obrabiane CNC są standardem w armaturze hydraulicznej, złączach elektrycznych, elementach oprzyrządowania i okuciu dekoracyjnym. Miedź berylowa (C172) obrabia się dość dobrze i może być utwardzana wydzieleniowo do twardości sprężyny, zachowując jednocześnie dobrą przewodność elektryczną - stosowana do styków elektrycznych, sprężyn i precyzyjnych narzędzi nieiskrzących. Wyższa cena mosiądzu i miedzi w porównaniu ze stalą ogranicza ich zastosowanie do zastosowań, w których wymagane są ich specyficzne właściwości.
Poniższa tabela podsumowuje względną skrawalność, typową osiągalną tolerancję i względny koszt części w przypadku najczęściej obrabianych CNC metali, pomagając inżynierom w podejmowaniu szybkich decyzji dotyczących wyboru materiału.
| Metal / gatunek | Ocena obrabialności | Typowa tolerancja (standardowa) | Względny koszt części | Typowe zastosowania |
|---|---|---|---|---|
| Aluminium 6061-T6 | Znakomicie | ±0,025 mm | Niski | Obudowy, wsporniki, radiatory, konstrukcje lotnicze |
| Aluminium 7075-T6 | Bardzo dobrze | ±0,025 mm | Niski–Medium | Konstrukcje lotnicze i wsporniki o dużym obciążeniu |
| Stal nierdzewna 303 | Dobrze | ±0,025 mm | Średni | Wały, elementy złączne, elementy instrumentów |
| Stal nierdzewna 316L | Umiarkowane | ±0,025 mm | Średni–High | Wyroby medyczne, morskie, przetwórstwo spożywcze |
| Stal 4140 (wyżarzana) | Dobrze | ±0,025 mm | Niski–Medium | Przekładnie, wały, elementy konstrukcyjne |
| Tytan Ti-6Al-4V | Trudne | ±0,025 mm | Wysoka | Lotnictwo, implanty medyczne, sporty wyczynowe |
| Mosiądz C360 | Znakomicie | ±0,025 mm | Średni | Armatura, złącza, oprzyrządowanie |
| Inconel 718 | Bardzo trudne | ±0,05 mm | Bardzo wysoki | Części silników odrzutowych, wysokotemperaturowe komponenty przemysłowe |
Specyfikacja tolerancji to jedna z najważniejszych decyzji podejmowanych przez inżyniera podczas projektowania części metalowych obrabianych CNC – i jedno z najczęstszych źródeł niepotrzebnych kosztów. Tolerancja określa dopuszczalne odchylenie od wymiaru nominalnego: otwór określony jako 20,00 mm ± 0,025 mm oznacza, że ostateczny wymiar może mierzyć w zakresie od 19,975 mm do 20,025 mm i nadal być akceptowalny. Każdy wymiar części obrabianej CNC ma tolerancję, wyraźnie określoną lub pośrednio zastosowaną w ramach ogólnego standardu tolerancji, o którym mowa w tabelce rysunkowej rysunku.
Najszerzej przywoływaną ogólną normą tolerancji dla części metalowych obrabianych CNC jest ISO 2768. Klasa średnia (ISO 2768-m) definiuje ogólne tolerancje liniowe wynoszące ± 0,1 mm dla wymiarów w zakresie 30–120 mm i ± 0,15 mm dla wymiarów w zakresie 120–400 mm. Klasa precyzyjna (ISO 2768-f) dokręca je odpowiednio do ±0,05 mm i ±0,1 mm. Są to prawidłowe ustawienia domyślne dla większości mechanicznych części CNC, w przypadku których elementy nie muszą łączyć się z precyzyjnymi luzami. Węższe tolerancje należy stosować tylko w przypadku określonych wymiarów, gdzie faktycznie wymaga tego funkcja — pasowania, powierzchnie współpracujące, gniazda łożysk, powierzchnie uszczelniające i cechy pozycjonowania.
Wpływ zaostrzenia tolerancji na koszty jest nieliniowy i znaczący. Standardowe wymiary z tolerancją są obrabiane w normalnym procesie produkcyjnym bez szczególnej uwagi. Dokręcanie od ±0,1 mm do ±0,025 mm może podwoić lub potroić czas obróbki dla tej cechy – wymagając przejść wykończeniowych, specjalistycznego oprzyrządowania i pomiarów w trakcie procesu. Dokręcanie do ±0,005 mm zazwyczaj wymaga operacji szlifowania lub honowania po obróbce, co potencjalnie zwiększa koszt tej operacji od pięciu do dziesięciu razy. Dyscyplina inżynierska polegająca na stosowaniu najluźniejszej tolerancji spełniającej wymagania funkcjonalne – a nie najściślejszej możliwej do osiągnięcia – jest jedną z praktyk zapewniających najwyższy zwrot kosztów w zakresie projektowania części CNC.
GD&T (zgodnie z ASME Y14.5 lub ISO 1101) wykracza poza tolerancje liniowe, aby zdefiniować dopuszczalne odchylenia w formie, orientacji, lokalizacji i biciu cech względem punktów odniesienia. W przypadku precyzyjnych elementów metalowych obrabianych CNC objaśnienia GD&T dotyczące płaskości, prostopadłości, rzeczywistego położenia i cylindryczności komunikują wymagania funkcjonalne dokładniej niż same tolerancje współrzędnych i często pozwalają na szersze tolerancje współrzędnych, jednocześnie gwarantując dopasowanie zespołu. Mechanicy i programiści maszyn współrzędnościowych pracują bezpośrednio z objaśnieniami GD&T podczas produkcji i kontroli — upewnij się, że rysunki są jednoznaczne i odwołują się do prawidłowej wersji normy ASME lub ISO, aby uniknąć sporów interpretacyjnych podczas kwalifikacji dostawcy.

Obrobione CNC części metalowe noszą widoczne ślady narzędzi — zazwyczaj równoległe wierzchołki do ścieżki narzędzia — oraz chropowatość powierzchni określoną przez geometrię narzędzia, prędkość posuwu i zastosowane parametry skrawania. Wartości Ra po obróbce mechanicznej zazwyczaj mieszczą się w zakresie od 0,8 µm do 3,2 µm dla powierzchni frezowanych, co jest odpowiednie dla większości zastosowań konstrukcyjnych i mechanicznych. Gdy wymagany jest wygląd, odporność na korozję, odporność na zużycie lub właściwa energia powierzchniowa, stosuje się obróbkę powierzchniową po obróbce.
Anodowanie to proces elektrochemiczny, który przekształca wierzchnią warstwę aluminium w tlenek glinu, tworząc twardą, odporną na korozję i izolującą elektrycznie warstwę integralną z metalem nieszlachetnym. Anodowanie typu II pozwala uzyskać warstwy o grubości 5–25 µm i jest standardowym wykończeniem kosmetycznym i odpornym na korozję aluminiowych części CNC — dostępne w wersji przezroczystej (naturalnej) lub w szerokiej gamie kolorów barwników. Twarde anodowanie typu III (twarda powłoka) pozwala uzyskać warstwy o grubości 25–100 µm przy twardości Rockwella ~65 HRC, zapewniając wyjątkową odporność na zużycie powierzchni ślizgowych i nośnych. Anodowanie powoduje minimalną zmianę wymiarów (zwykle do powierzchni dodaje się połowę grubości warstwy; druga połowa zastępuje metal nieszlachetny), co należy uwzględnić w przypadku cech o wąskich tolerancjach poprzez wstępną obróbkę nieco podwymiarową w obszarach anodowanych.
Galwanizacja deposits a metallic layer (zinc, nickel, chrome, gold, silver, or other metals) onto the machined surface by electrochemical deposition. Zinc plating provides economical corrosion protection for steel parts. Electroless nickel plating deposits a uniform thickness nickel-phosphorus alloy layer regardless of part geometry — including inside bores and recesses — making it the preferred plating for complex CNC machined parts requiring uniform corrosion and wear protection. Hard chrome plating builds Vickers hardness above 900 HV and is used for hydraulic cylinder rods, wear surfaces, and precision gauges. Plating layer thickness on tight-tolerance features must be controlled and accounted for in pre-plating dimensions.
Pasywacja usuwa wolne żelazo i związki żelaza z powierzchni stali nierdzewnej poprzez zanurzenie w roztworach kwasu azotowego lub cytrynowego, umożliwiając utworzenie jednolitej, pasywnej warstwy tlenku chromu. Zwiększa to naturalną odporność stali nierdzewnej na korozję bez dodawania materiału na powierzchnię – wymiary pasywowane pozostają praktycznie niezmienione. Pasywacja jest standardową praktyką w przypadku części obrabianych CNC ze stali nierdzewnej w zastosowaniach medycznych, przetwórstwa spożywczego, farmaceutycznego i morskiego i jest zazwyczaj wymagana przez ASTM A967 lub ASTM A380 w branżach regulowanych.
Powłoka proszkowa elektrostatycznie nakłada suchy proszek polimerowy na powierzchnie metalowe, który następnie utwardza się w piecu, tworząc trwałe, odporne na uderzenia, dekoracyjne wykończenie dostępne w tysiącach kolorów i tekstur. Powłoka proszkowa zwiększa grubość o 50–100 µm i nie powinna być stosowana na powierzchniach o wąskich tolerancjach bez maskowania lub obróbki po pokryciu. Jest powszechnie stosowany na częściach obrabianych CNC z aluminium i stali, gdzie wymagany jest wygląd i odporność na korozję — obudowy sprzętu, panele, ramy konstrukcyjne i obudowy produktów konsumenckich.
Śrutowanie wprawia w ruch kulki szklane na powierzchnię części pod ciśnieniem powietrza, tworząc jednolitą, matową, satynową teksturę poprzez deformację szczytów powierzchni bez usuwania znacznej ilości materiału. Proces ten eliminuje kierunkowe ślady narzędzi pochodzące z frezowania, tworząc spójny wygląd na wszystkich powierzchniach, niezależnie od kierunku ścieżki narzędzia. Części obrabiane metodą śrutowania CNC są powszechnie stosowane jako końcowe wykończenie aluminiowych obudów i paneli lub jako etap przygotowawczy przed anodowaniem lub malowaniem proszkowym, aby zapewnić jednolity wygląd wykończenia końcowej części.
Większość kosztów części metalowej obrabianej CNC jest ustalana przed wycięciem pierwszego wióra — jest ona ustalana na podstawie decyzji projektowych dotyczących geometrii, tolerancji, materiału i liczby ustawień wymaganych do ukończenia części. Projektowanie pod kątem analizy wykonalności (DFM) na etapie projektowania rutynowo zmniejsza koszty obróbki o 15–40 procent i znacznie skraca czas realizacji bez uszczerbku dla funkcjonalności części.
Zastosowania elementów metalowych obrabianych CNC obejmują praktycznie każdy sektor współczesnego przemysłu, ale kilka branż szczególnie intensywnie wykorzystuje precyzyjnie obrobione części metalowe ze względu na ich wymagania eksploatacyjne i otoczenie regulacyjne.
Części obrabiane CNC w przemyśle lotniczym — wsporniki konstrukcyjne, elementy silnika, złączki podwozia, kolektory hydrauliczne, obudowy czujników — są produkowane z nadstopów aluminium, tytanu i niklu zgodnie z najwęższymi tolerancjami i najbardziej rygorystycznymi wymaganiami jakościowymi w każdej branży. Certyfikat systemu jakości AS9100, kontrola pierwszego artykułu (FAI) zgodnie z AS9102 oraz identyfikowalność materiału od certyfikatu fabryki do gotowej części to standardowe wymagania. Wieloosiowa, 5-osiowa obróbka CNC jest standardem w przypadku złożonych elementów konstrukcyjnych; współczynnik zakupu niektórych części lotniczych z tytanu i Inconelu do użytku wynosi 10:1 lub więcej (10 kg surowca poddanego obróbce w celu wytworzenia 1 kg gotowej części), co sprawia, że dobór materiałów i wydajność obróbki mają kluczowe znaczenie dla kosztów.
Implanty ortopedyczne (protezy stawów, płytki kostne, śruby), narzędzia chirurgiczne, komponenty dentystyczne i obudowy sprzętu diagnostycznego to główne kategorie medycznych części metalowych obrabianych CNC. Dominującymi materiałami są tytan i stal nierdzewna 316L. Do produkcji kontraktowej wyrobów medycznych wymagana jest certyfikacja systemu jakości ISO 13485. Wykończenie powierzchni jest krytyczną zmienną wydajnością implantów — dla powierzchni przegubowych określa się wartości Ra wynoszące 0,1–0,2 µm lub lepsze, aby zminimalizować powstawanie pozostałości zużycia, wymagających szlifowania końcowego lub elektropolerowania po obróbce CNC.
W wielkoseryjnej produkcji samochodów wykorzystuje się obróbkę CNC przede wszystkim w przypadku komponentów wymagających precyzji, której nie da się osiągnąć samodzielnie poprzez odlewanie lub kucie – głowic cylindrów i bloków silnika (obróbka wykańczająca otworów, powierzchni czołowych i otworów gwintowanych), obudów skrzyń biegów, korpusów zacisków i precyzyjnych wałów. Do zastosowań w sportach motorowych i motoryzacji wyczynowej wykorzystuje się niemal wyłącznie części metalowe obrabiane CNC — przykładami są tytanowe korbowody, aluminiowe wsporniki i elementy zawieszenia, aluminiowe kolektory dolotowe i precyzyjne piasty kół. Certyfikacja systemu jakości IATF 16949 i dokumentacja PPAP (proces zatwierdzania części produkcyjnych) są standardem w łańcuchach dostaw w branży motoryzacyjnej.
Narzędzia do wiercenia odwiertów, elementy głowicy odwiertu, korpusy zaworów, bloki kolektorów i armatura zbiorników ciśnieniowych w przemyśle naftowym i gazowym wymagają toczenia i frezowania CNC o dużej średnicy w stopach o wysokiej wytrzymałości, w tym stali 4140, Inconel i stali nierdzewnej Duplex. Komponenty poddawane są działaniu ekstremalnych ciśnień, środowisk korozyjnych i zmian temperatur, które wymagają zarówno wydajności materiału, jak i precyzji wymiarowej. Wymagania NACE MR0175/ISO 15156 dotyczące kwalifikacji materiałów dla środowisk kwaśnych (H₂S) ograniczają dopuszczalne materiały i stany obróbki cieplnej dla wielu komponentów odwiertu.
Precyzyjne części obrabiane CNC z aluminium i stali nierdzewnej są standardem w półprzewodnikowym sprzęcie kapitałowym — ramiona robotów do przenoszenia płytek, elementy komory próżniowej, stopnie precyzyjne i osprzęt metrologiczny. Płaskość, równoległość i tolerancje położenia w zakresie ± 0,005 mm są powszechne w przypadku części sprzętu półprzewodnikowego. Aluminium 6061-T6 i 7075-T6 jest standardem, a twarde anodowanie zapewnia powierzchnie odporne na zużycie, wymagane dla trwałości komponentów robota. Obudowy elektroniki użytkowej — obudowy laptopów, ramy telefonów, obudowy głośników — są również produkowane w dużych ilościach z aluminium obrabianego CNC, z wykończeniami piaskowanymi i anodowanymi, zapewniającymi wygląd premium, jakiego oczekuje rynek.
Niezależnie od tego, czy pozyskujesz prototypowe części obrabiane CNC, czy kwalifikujesz dostawcę pod względem wielkości produkcji, ten sam zestaw możliwości i atrybutów jakości określa, czy dostawca obróbki może niezawodnie produkować części zgodnie z Twoimi wymaganiami.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17