2026-05-28
2026-05-28 Tolerancje mierzone w tysięcznych calach. Taki jest świat precyzyjne części do obróbki CNC — komponenty wytwarzane przez obrabiarki sterowane komputerowo, które usuwają materiał z litego przedmiotu obrabianego w celu uzyskania dokładnych wymiarów, wykończenia powierzchni i cech geometrycznych. W przeciwieństwie do części obrabianych ogólnego przeznaczenia, precyzyjne komponenty CNC mają wąskie tolerancje, często w granicach ± 0,001 cala (± 0,025 mm) lub mniej, w zależności od zastosowania.
Istotą procesu jest automatyzacja. Model CAD jest tłumaczony na instrukcje kodu G, które kierują ruchami osi, prędkościami wrzeciona, szybkościami posuwu i głębokością skrawania, bez miejsca na ręczną interpretację. Każde przejście narzędzia tnącego przebiega po określonej ścieżce, dlatego dwie części wyprodukowane w odstępie tygodnia na tej samej maszynie są identyczne wymiarowo. Ta powtarzalność sprawia, że precyzyjne komponenty CNC są niezbędne w przemyśle lotniczym, urządzeniach medycznych, robotyce, motoryzacji i produkcji elektroniki.
Tym, co odróżnia część „precyzyjną” od standardowej części obrobionej, są nie tylko mniejsze liczby na rysunku — to całe środowisko produkcyjne: maszynownie z kontrolowaną temperaturą, sztywno wyważone oprzyrządowanie, wielopunktowe protokoły kontroli i certyfikaty materiałowe począwszy od surowca. Kiedy część odgrywa rolę strukturalną lub funkcjonalną w większym zespole, precyzyjna obróbka CNC jest prawie zawsze właściwym wyborem.
Różne operacje cięcia służą różnym geometriom, a najbardziej złożone precyzyjne części wymagają połączenia procesów. Zrozumienie, która operacja generuje daną funkcję, pomaga inżynierom w pisaniu lepszych rysunków i pomaga kupującym zadawać mądrzejsze pytania podczas pozyskiwania części.
Frezowanie wykorzystuje obrotowe wielopunktowe narzędzia tnące do usuwania materiału z płaskich lub profilowanych powierzchni, szczelin, kieszeni i otworów. Frezowanie 3-osiowe pozwala na obróbkę większości części pryzmatycznych, natomiast frezarki 4- i 5-osiowe mogą przechylać obrabiany przedmiot lub wrzeciono, aby uzyskać podcięcia i złożone zakrzywione geometrie w jednym ustawieniu — redukując błędy mocowania, które kumulują się, gdy część musi być wielokrotnie zmieniana.
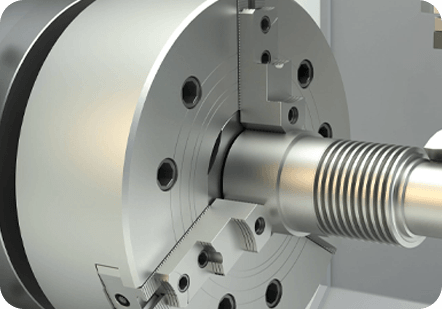
Toczenie powoduje obrót przedmiotu obrabianego względem nieruchomego narzędzia tnącego, dzięki czemu jest to podstawowy proces w przypadku części cylindrycznych: wałów, tulei, gwintowanych elementów złącznych, dysz i złączek. Nowoczesne centra tokarskie CNC często obejmują oprzyrządowanie napędzane — przystawki do frezowania i wiercenia — dzięki czemu otwory krzyżowe, spłaszczenia i wpusty można dodawać w tej samej operacji, bez przenoszenia części do frezarki.
Tokarki typu szwajcarskiego prowadzą długie, smukłe pręty przez tuleję prowadzącą umieszczoną bardzo blisko strefy skrawania. Ponieważ materiał jest podparty bezpośrednio w miejscu cięcia, maszyny te osiągają wyjątkową okrągłość i wykończenie powierzchni części o małej średnicy – na przykład szpilek medycznych, implantów dentystycznych, elementów zegarków i miniaturowych trzpieni zaworów. Typowym optymalnym rozwiązaniem są średnice poniżej 32 mm.
EDM powoduje erozję materiału za pomocą kontrolowanych iskier elektrycznych, a nie cięcia mechanicznego. Drut EDM tnie złożone profile 2D przez hartowaną stal praktycznie bez użycia siły skrawania, co czyni go idealnym rozwiązaniem do wnęk form, zestawów stempli i matryc oraz elementów turbin lotniczych, które ugięłyby się w przypadku konwencjonalnego oprzyrządowania. Jest wolniejszy niż frezowanie, ale osiąga tolerancję ± 0,0001 cala w twardych materiałach.
Gdy część wymaga płaskiej powierzchni o jednocyfrowej chropowatości powierzchni Ra lub dokładności wymiarowej poniżej mikrona, szlifowanie powierzchni zastępuje frezowanie. Obracająca się tarcza ścierna usuwa mikroilości materiału w przejściach mierzonych w tysięcznych częściach milimetra. Typowymi kandydatami są elementy z hartowanej stali narzędziowej i precyzyjne płytki wzorcowe.
Wybór materiału wpływa na obrabialność, ostateczną tolerancję, jakość wykończenia powierzchni i wydajność części. Wybór odpowiedniego materiału na precyzyjnie obrobiony element zależy od wymagań mechanicznych, środowiska pracy, docelowej masy i potrzeb w zakresie obróbki końcowej.
| Materiał | Typowe zastosowania | Mocne strony | Rozważania |
|---|---|---|---|
| Aluminium 6061-T6 / 7075-T6 | Wsporniki lotnicze, obudowy, mocowania optyczne | Doskonała skrawalność, lekkość, dobra przewodność cieplna | Niższa twardość niż stal; często wymagana jest obróbka powierzchni |
| Stal nierdzewna 303/316 | Instrumenty medyczne, części do przetwarzania żywności, armatura morska | Odporność na korozję, biokompatybilność | Utwardza się podczas cięcia; wymaga ostrzejszego narzędzia |
| Tytan klasy 5 (Ti-6Al-4V) | Łączniki lotnicze, implanty ortopedyczne | Wysoki stosunek wytrzymałości do masy, doskonała biokompatybilność | Słaba przewodność cieplna powoduje zużycie narzędzia; potrzebne są małe prędkości skrawania |
| Mosiądz (C360) | Korpusy zaworów, armatura, złącza elektryczne | Znakomita obrabialność, niskie tarcie, odporność na korozję | Nie nadaje się do zastosowań konstrukcyjnych charakteryzujących się wysoką temperaturą lub dużą wytrzymałością |
| Zerknij | Sprzęt do obsługi półprzewodników, urządzenia medyczne | Odporność chemiczna, doskonałe właściwości mechaniczne w podwyższonych temperaturach | Wysoki koszt materiału; wymaga starannego odprowadzania wiórów |
| Stal węglowa 4140 | Wały, koła zębate, osprzęt narzędziowy | Wysoka wytrzymałość, dobra obrabialność przed hartowaniem | Podatny na korozję; często wymaga powlekania |
Wskazówka dla profesjonalistów przy zamawianiu: zawsze proś o certyfikat materiałowy (zwany także certyfikatem huty lub certyfikatem zgodności) wraz ze swoimi częściami. Dokument ten potwierdza, że surowiec spełnia określony skład stopu i właściwości mechaniczne – co jest niepodlegającym negocjacjom wymaganiem dla łańcuchów dostaw w przemyśle lotniczym, medycznym i obronnym.
Precyzyjnie obrobione części pojawiają się wszędzie tam, gdzie awaria nie wchodzi w grę lub gdzie luzy montażowe mierzone są w mikronach. Poniższe branże reprezentują największą liczbę i najbardziej wymagających użytkowników precyzyjnych komponentów CNC.
Łopatki turbin, korpusy siłowników, elementy podwozia i wsporniki konstrukcyjne wymagają ścisłych tolerancji geometrycznych i pełnej identyfikowalności materiałów. Części lotnicze CNC są zazwyczaj obrabiane ze stopów aluminium klasy lotniczej, tytanu i wysokotemperaturowych stopów niklu. Podstawowym wymogiem stawianym dostawcom w tym sektorze jest certyfikat zarządzania jakością AS9100.
Narzędzia chirurgiczne, implanty ortopedyczne i obudowy sprzętu diagnostycznego muszą spełniać normy jakości ISO 13485, a w przypadku wyrobów wszczepialnych – wymogi pełnej biokompatybilności. Medyczne części precyzyjne CNC są często wykonane ze stali nierdzewnej 316L lub tytanu klasy 5 i wymagają obsługi w pomieszczeniu czystym, krawędzi bez zadziorów i identyfikowalności aż do liczby cieplnej surowca.
Elementy silnika, części przekładni, drążki zawieszenia i elementy układu hamulcowego zależą od precyzyjnej obróbki CNC w celu zapewnienia spójności wymiarowej w przypadku dużych serii produkcyjnych. W zastosowaniach w sportach motorowych redukcja masy przesuwa materiały w stronę aluminium i tytanu, podczas gdy tolerancje otworów łożysk i gniazd zaworów utrzymywane są na poziomie ± 0,005 mm lub wyższym.
Roboty do obsługi płytek półprzewodnikowych, osprzęt do testowania płytek PCB i zespoły radiatorów wymagają niemagnetycznych, precyzyjnych komponentów o stabilnych wymiarach. Szeroko stosowane są tutaj aluminium i PEEK. Tolerancje płaskości i równoległości na współpracujących powierzchniach są często określane w jednocyfrowym zakresie mikronów, aby zapewnić właściwy kontakt termiczny lub izolację elektryczną.
Przeguby robotów, obudowy serwomotorów, wózki ruchu liniowego i elementy efektorów końcowych są precyzyjnie obrabiane, aby zachować dokładność pozycjonowania przez miliony cykli. Każde odchylenie wymiarowe w obrobionym złączu przekłada się bezpośrednio na błąd położenia końcówki narzędzia, dlatego precyzyjne komponenty CNC mają fundamentalne znaczenie dla wydajności nowoczesnych robotów przemysłowych.

Wybór dostawcy dla precyzyjne części do obróbki CNC jest decyzją w równym stopniu decyzją dotyczącą jakości, jak i decyzją dotyczącą ceny. Niska wycena ze sklepu, który nie posiada sprzętu ani systemów jakości pozwalających zachować Twoje tolerancje, będzie kosztować więcej w przypadku odrzuconych części, opóźnień i ponownego zaopatrzenia niż nieco wyższa wycena od kompetentnego partnera. Oto, na co warto zwrócić uwagę:
Największą dźwignią wpływającą na koszt precyzyjnych części obrabianych CNC jest sam rysunek. Inżynierowie, którzy rozumieją ograniczenia związane z obróbką, mogą projektować części, które można szybciej wyprodukować, łatwiej je kontrolować i rzadziej wytwarzają odpady, nie rezygnując przy tym z żadnych parametrów funkcjonalnych.
Jednym z najczęstszych czynników wpływających na koszty w przypadku części precyzyjnych jest nadmierna tolerancja. Jeśli tolerancja ±0,050 mm jest funkcjonalnie wystarczająca, wywołanie ±0,005 mm podwaja lub trzykrotnie wydłuża czas obróbki i uruchamia dodatkowe etapy kontroli. Zarezerwuj wąskie tolerancje dla elementów, które faktycznie współpracują z innymi komponentami, przenoszą obciążenia lub tworzą powierzchnie uszczelniające. Wszystko inne powinno mieć najluźniejszą tolerancję, która nadal działa.
Głębokie kieszenie z małymi promieniami dna wymagają frezów walcowo-czołowych o małej średnicy, które są delikatne, powolne i drogie w eksploatacji. Kieszeń o głębokości 50 mm i promieniu naroża 1 mm może kosztować pięć razy więcej w obróbce niż ta sama kieszeń z promieniem naroża 3 mm. Jeśli to możliwe, zaprojektuj promienie wewnętrzne tak, aby odpowiadały standardowym średnicom narzędzi i ogranicz stosunek głębokości do szerokości do nie więcej niż 4:1.
Za każdym razem, gdy część jest zwalniana i zmieniana, istnieje ryzyko kumulowania się błędu położenia. Jeśli część można w pełni obrobić w jednym lub dwóch ustawieniach zamiast czterech, będzie ona dokładniejsza, szybsza w produkcji i tańsza. Zastanów się, w jaki sposób część zostanie zamocowana podczas układania elementów na wielu ścianach.
Niestandardowe kształty gwintów i nietypowe średnice otworów wymagają specjalnego oprzyrządowania, którego mechanicy mogą nie mieć na stanie. Standaryzacja do typowych metrycznych lub ujednoliconych rozmiarów gwintów (M3, M4, M6 lub #4-40, #6-32, 1/4-20) utrzymuje niskie koszty oprzyrządowania i krótkie terminy realizacji. Ta sama logika dotyczy otworów rozwiercanych — określenie standardowej średnicy rozwiertaka, np. 6H7 lub 8H7, pozwala uniknąć konieczności zamawiania niestandardowych narzędzi.
Surowe aluminium utlenia się. Stal rdzewieje. Nawet stal nierdzewna może korodować w agresywnym środowisku. Obróbka końcowa polega na tym, że obrobiony półfabrykat staje się częścią gotową do produkcji, co zwiększa odporność na korozję, zużycie, twardość lub wykończenie kosmetyczne.
Precyzyjnie obrobiona część jest tak dobra, jak pomiar potwierdzający, że mieści się w tolerancji. Kontrola jakości w poważnym warsztacie precyzyjnym CNC nie jest ostateczną bramą na końcu produkcji — jest wpleciona w każdy jej etap.
Kontrola w trakcie procesu wykorzystuje systemy sondujące na samej obrabiarce, aby mierzyć krytyczne cechy w połowie cyklu i automatycznie kompensować zużycie narzędzia. Wychwytuje to dryf, zanim wytworzy partię części poza tolerancją. Kontrola poza maszyną wykorzystuje współrzędnościowe maszyny pomiarowe do weryfikacji złożonej geometrii 3D w porównaniu z oryginalnym modelem CAD, tworząc formalny raport z kontroli zawierający rzeczywiste i nominalne wymiary każdej krytycznej cechy.
W przypadku regulowanych łańcuchów dostaw pełny pakiet jakości zazwyczaj obejmuje: raporty z kontroli wymiarowej, certyfikaty materiałowe, kontrolę wykończenia (pomiary chropowatości powierzchni, oględziny wizualne pod kątem zadziorów) oraz certyfikat zgodności podpisany przez inżyniera jakości. Niektóre kontrakty wymagają również danych statystycznych z kontroli procesu (SPC), pokazujących, że proces produkcyjny jest stabilny w całym cyklu — a nie tylko to, że kilka próbek części mieściło się w granicach tolerancji.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17