2026-05-08
2026-05-08 Produkcja wałów napędowych to proces projektowania, formowania, obróbki skrawaniem, montażu i testowania obrotowych elementów mechanicznych, które przenoszą moment obrotowy i moc obrotową z silnika lub silnika na koła, osie lub inne napędzane elementy. Wał napędowy — w zależności od zastosowania nazywany także wałem napędowym, wałem napędowym lub wałem napędowym — musi jednocześnie wytrzymywać duże obciążenia skrętne, wytrzymywać zginanie pod wpływem sił dynamicznych, działać z precyzyjnymi tolerancjami wyważenia i bezawaryjnie przetrwać lata cyklicznego obciążenia zmęczeniowego. Dlatego też prawidłowe przeprowadzenie procesu produkcyjnego nie polega jedynie na przycięciu metalu do odpowiedniego kształtu; wymaga ściśle kontrolowanej sekwencji doboru materiałów, operacji formowania, precyzyjnej obróbki skrawaniem, obróbki cieplnej, wykańczania powierzchni, montażu i rygorystycznej kontroli jakości.
Wały napędowe mają szerokie zastosowanie – samochody osobowe, ciężarówki użytkowe, maszyny rolnicze, przemysłowe skrzynie biegów, morskie układy napędowe, lotnicze systemy napędowe i turbiny wiatrowe – wszystkie opierają się na produkowanych wałach napędowych o różnych rozmiarach, materiałach i wymaganiach eksploatacyjnych. Chociaż konkretne procesy różnią się w zależności od zastosowania, podstawowe wyzwania produkcyjne są spójne: osiągnięcie wymaganej dokładności wymiarowej, wytrzymałości mechanicznej, sztywności skrętnej i równowagi obrotowej w ramach docelowych kosztów i wydajności produkcyjnej.
W tym artykule omówiono cały proces produkcji wału napędowego — od wyboru surowców po kontrolę końcową — obejmujący zarówno produkcję wałów napędowych w samochodach, jak i produkcję wałów przemysłowych, z praktycznymi szczegółami dotyczącymi sprzętu, procesów, tolerancji i kontroli jakości stosowanych na każdym etapie.
Materiał wybrany na wał napędowy określa jego wytrzymałość, wagę, trwałość zmęczeniową, obrabialność i koszt. Producenci wałów napędowych wybierają spośród kilku kategorii materiałów w zależności od wymagań dotyczących momentu obrotowego, prędkości roboczej, docelowej masy i wielkości produkcji dla danego zastosowania.
Stale węglowe i stopowe pozostają dominującym materiałem do produkcji wałów napędowych w zastosowaniach motoryzacyjnych, ciężarowych i przemysłowych. Stale średniowęglowe, takie jak SAE 1045, są szeroko stosowane na wały pełne w zastosowaniach z niższym momentem obrotowym ze względu na ich dobre połączenie wytrzymałości, wytrzymałości i obrabialności przy stosunkowo niskim koszcie. Do zastosowań wymagających wyższego momentu obrotowego lub zastosowań wymagających krytycznego zmęczenia zaleca się stale stopowe, takie jak SAE 4140 (stal chromowo-molibdenowa) i SAE 4340 (stal niklowo-chromowo-molibdenowa). Gatunki te uzyskują po obróbce cieplnej znacznie wyższą granicę plastyczności i wytrzymałość na rozciąganie — 4140 zazwyczaj osiąga granicę plastyczności 650–1000 MPa w zależności od obróbki cieplnej, podczas gdy 4340 może osiągnąć 1400 MPa lub więcej w wymagających zastosowaniach lotniczych i wyścigowych. Stale do nawęglania, takie jak SAE 8620, stosuje się, gdy wymagana jest twarda, odporna na zużycie powierzchnia w połączeniu z ciągliwym rdzeniem, na przykład w przypadku wałów napędowych z wielowypustami, które muszą być odporne na ścieranie i zużycie na styku wielowypustowym.
W większości wałów napędowych samochodów osobowych i ciężarówek wykorzystuje się rurki stalowe zamiast pełnych prętów. Pusta rura zapewnia prawie taką samą sztywność skrętną i wytrzymałość, jak pełny wał o tej samej średnicy zewnętrznej, ale przy ułamku ciężaru, ponieważ naprężenia skręcające są największe na powierzchni zewnętrznej, a materiał środkowy w niewielkim stopniu przyczynia się do oporu skręcania. Bezszwowe rury stalowe ciągnione na zimno (zwykle 1026 lub 1020 DOM – ciągnione na trzpieniu) są standardem w produkcji rur wału napędowego samochodów. Grubość ścianki rury, średnica zewnętrzna i gatunek stali są wybierane na podstawie obliczeń naprężeń skrętnych i zginających, aby spełnić wymagania pojazdu dotyczące momentu obrotowego i prędkości krytycznej.
Aluminiowe wały napędowe — produkowane głównie z rur ze stopu 6061-T6 lub 7075-T6 — zapewniają redukcję masy o 60–65% w porównaniu z równoważnymi wałami stalowymi. Ta redukcja masy poprawia zużycie paliwa pojazdu, zmniejsza bezwładność obrotową (poprawiając reakcję na przyspieszenie) i obniża NVH (hałas, wibracje, szorstkość) poprzez zwiększenie prędkości krytycznej wału. Produkcja aluminiowych wałów napędowych jest powszechna w pojazdach wyczynowych, lekkich ciężarówkach i zastosowaniach wyścigowych. Głównym wyzwaniem produkcyjnym aluminium jest uzyskanie niezawodnego mocowania jarzma lub końcówek — mniejsza wytrzymałość aluminium wymaga starannego zaprojektowania złącza, często wykorzystującego zgrzewanie tarciowe lub metody mocowania na wcisk i śruby zamiast konwencjonalnego spawania łukowego.
Wały napędowe z polimeru wzmocnionego włóknem węglowym (CFRP) zapewniają najwyższą sztywność właściwą i najniższą masę ze wszystkich materiałów, z których wykonany jest wał napędowy, co czyni je preferowanym wyborem w wyczynowych zastosowaniach motoryzacyjnych, sportach motorowych i lotnictwie, gdzie masa i dynamika obrotowa mają ogromne znaczenie. Do produkcji wału napędowego z CFRP wykorzystuje się uzwojenie włókien – proces, w którym kable włókna węglowego impregnowane żywicą epoksydową są nawijane na trzpień pod precyzyjnymi kątami w celu uzyskania wymaganej sztywności na skręcanie i zginanie – a następnie utwardzają się w autoklawie lub piecu. Metalowe końcówki są klejone i mocowane mechanicznie do rury kompozytowej. Wały z włókna węglowego mogą osiągać prędkości krytyczne 2–3 razy wyższe niż równoważne wały stalowe, dzięki czemu jednoczęściowe wały napędowe mogą zastąpić dwuczęściowe zespoły stalowe w dłuższych zastosowaniach.
Kompletny proces produkcji wału napędowego obejmuje wiele kolejnych operacji. Każdy etap opiera się na poprzednim, a kontrola jakości na etapach pośrednich jest niezbędna, aby uniknąć błędów łączenia, które wpływają na wydajność produktu końcowego.
Surowiec dociera do producenta wału napędowego w postaci prętów przyciętych na wymiar, rur bez szwu lub rur w zwojach, w zależności od metody produkcji. Tarcze do cięcia na zimno lub ścierne tarcze tnące tną materiał na zgrubną długość z niewielkim naddatkiem na obróbkę. Obcięte końce są gratowane w celu usunięcia ostrych krawędzi, które mogłyby uszkodzić dalsze oprzyrządowanie lub spowodować koncentrację naprężeń. W przypadku wałów z rur drążonych na tym etapie sprawdzana jest prostość rury – rury z nadmiernym wygięciem są odrzucane lub prostowane przed dalszą obróbką, ponieważ prostoliniowość rury bezpośrednio wpływa na końcowe bicie i wyważenie wału.
Końcówki wału napędowego — jarzma, kołnierze i wały krótkie — są zwykle wytwarzane oddzielnie w drodze kucia na gorąco lub kucia na zimno przed przymocowaniem do rury. Kucie na gorąco podgrzewa kęs stali do temperatury 1100–1250°C i kształtuje go pod wpływem dużych sił nacisku w zestawie matryc. Kucie na gorąco pozwala uzyskać części o doskonałym przepływie ziaren dopasowanym do geometrii części, co skutkuje wyższą wytrzymałością zmęczeniową w porównaniu z alternatywami wytwarzanymi maszynowo z pręta. Kute półfabrykaty są następnie przycinane, śrutowane w celu usunięcia zgorzeliny i przekazywane do operacji obróbki. W przypadku masowej produkcji samochodów powszechne jest również kucie na zimno mniejszych złączek końcowych — kucie na zimno zapewnia węższe tolerancje wymiarowe i lepsze wykończenie powierzchni bezpośrednio z kuźni, zmniejszając wymagania dotyczące późniejszej obróbki.
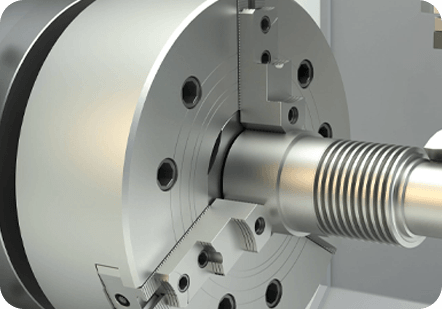
Precyzyjne operacje toczenia ustalają średnice krytyczne, powierzchnie czopów łożyskowych i cechy występów wału napędowego. Centra tokarskie CNC obrabiają wał pomiędzy środkami (wykorzystując otwory środkowe wyszlifowane na obu końcach), aby zachować koncentryczność we wszystkich średnicach toczenia. Tolerancje czopów łożyskowych to zazwyczaj pasowania h6 lub k6 — wymagające dokładności średnicy w granicach 10–20 mikrometrów — osiągane poprzez toczenie wykańczające, a następnie szlifowanie cylindryczne. Sekcje wielowypustowe są produkowane przez hobowanie, przeciąganie lub frezowanie CNC, w zależności od geometrii i objętości wielowypustu. Zewnętrzne wielowypusty na wałach napędowych samochodów są najczęściej walcowane na zimno, a nie cięte — walcowanie na zimno wypiera metal na zewnątrz, tworząc zęby wielowypustu, tworząc powierzchnię utwardzaną przez zgniot z resztkowymi naprężeniami ściskającymi, które znacznie poprawiają trwałość zmęczeniową w porównaniu z wielowypustami obrobionymi maszynowo.
W przypadku stalowych wałów napędowych rurę i końcowe jarzma lub kołnierze łączy się za pomocą spawania — najczęściej zgrzewania tarciowego (rotacyjnego lub liniowego) lub spawania MIG/MAG. Zgrzewanie tarciowe jest preferowaną metodą w masowej produkcji wałów napędowych samochodów, ponieważ pozwala uzyskać niezmiennie wysokiej jakości, w pełni skonsolidowane spoiny bez spoiwa, porowatości lub problemów związanych ze strefą wpływu ciepła (HAZ) związanych ze spawaniem. W procesie zgrzewania tarciowego jeden element obraca się z dużą prędkością, podczas gdy drugi jest utrzymywany nieruchomo i dociskany do niego osiowo; Ciepło tarcia uplastycznia materiał łączący, a gdy obrót ustanie, osiowa siła kucia konsoliduje połączenie. Zgrzewane tarciowo złącza wału napędowego osiągają 90–100% wytrzymałości metalu macierzystego i mogą być wytwarzane w cyklach trwających 15–30 sekund na połączenie. W przypadku wałów pojazdów przemysłowych i użytkowych o mniejszej objętości, standardową metodą łączenia jest spawanie MIG z odpowiednim podgrzaniem wstępnym i kontrolą po spawaniu.
Obróbka cieplna po obróbce skrawaniem i spawaniu rozwija wymagane właściwości mechaniczne materiału wału. Hartowanie na wskroś (hartowanie i odpuszczanie) wałów ze stali stopowej doprowadza materiał do określonej twardości i wytrzymałości na rozciąganie — zazwyczaj 28–35 HRC w przypadku wałów przemysłowych ogólnego przeznaczenia i 38–48 HRC w zastosowaniach wymagających wysokiej wydajności. Hartowanie indukcyjne jest szeroko stosowane do selektywnego utwardzania czopów łożyskowych, wielowypustów i innych powierzchni ścieralnych na wale bez utwardzania całego elementu. Proces indukcji bardzo szybko nagrzewa zlokalizowaną strefę za pomocą indukcji elektromagnetycznej, po czym następuje natychmiastowe chłodzenie hartownicze, w wyniku czego powstaje twarda martenzytyczna warstwa powierzchniowa (zwykle o głębokości 1–3 mm) z wytrzymałym, nieutwardzonym rdzeniem. Powierzchnie utwardzane indukcyjnie zwykle osiągają 55–62 HRC i charakteryzują się korzystnymi naprężeniami szczątkowymi ściskającymi, które zwiększają odporność zmęczeniową. Po hartowaniu, odpuszczanie w niskiej temperaturze w temperaturze 150–200°C łagodzi naprężenia hartownicze bez znaczącego zmniejszenia twardości.
Obróbka cieplna i spawanie niezmiennie powodują pewne odkształcenia wału. Prostowanie odbywa się na prasach prostowniczych lub w sterowanym numerycznie systemie prostowania, który mierzy bicie wału w wielu punktach i przykłada kontrolowane siły zginające, aby doprowadzić wał do określonej tolerancji prostoliniowości — zazwyczaj bicie całkowite (TIR) na całej długości wału w zastosowaniach motoryzacyjnych i tak wąskie, jak 0,05 mm TIR w przypadku precyzyjnych wałów przemysłowych. Prostowanie należy wykonywać ostrożnie, aby uniknąć nadmiernego naprężenia wału lub wprowadzenia naprężeń szczątkowych, które powodują ponowne wygięcie podczas pracy.
Szlifowanie cylindryczne czopów łożyskowych i powierzchni uszczelniających doprowadza wymiary do ostatecznej tolerancji i pozwala uzyskać wymagane wykończenie powierzchni. Czopy łożyskowe na precyzyjnych wałach przemysłowych są zwykle szlifowane do Ra 0,4–0,8 µm i utrzymywane w zakresie okrągłości w zakresie 5 mikrometrów. Szlifowanie bezkłowe stosuje się w przypadku sworzni hartowanych na wskroś i wałów o mniejszych średnicach, gdzie szlifowanie międzyosiowe jest niepraktyczne. Niektóre zastosowania wymagają dogładzania (honowanie lub docieranie czopów łożysk do Ra poniżej 0,1 µm), aby zminimalizować tarcie i zużycie łożyska. Śrutowanie powierzchniowe stosuje się w obszarach krytycznych pod względem zmęczenia – szczególnie przy promieniach zaokrągleń, biciach wielowypustów i palcach spoin – w celu wprowadzenia korzystnych naprężeń ściskających, które wydłużają trwałość zmęczeniową o 20–50% w porównaniu do powierzchni niekulkowanych.

Wyważanie dynamiczne jest jedną z najważniejszych operacji w produkcji wałów napędowych i jedną z najczęściej źle rozumianych. Każdy obracający się wał ma masę rozłożoną wokół swojej osi obrotu, a jeśli ten rozkład masy nie jest idealnie symetryczny, wał podczas obrotu wytwarza siły odśrodkowe, które powodują wibracje, hałas, obciążenia łożysk i ostatecznie uszkodzenia zmęczeniowe układu napędowego. Im wyższa prędkość robocza, tym bardziej krytyczna staje się równowaga — nawet małe masy niewyważenia wytwarzają duże siły odśrodkowe przy wysokich obrotach.
Wały napędowe wyważane są na wyważarkach dynamicznych, które obracają wał i mierzą siły drgań powstające w dwóch płaszczyznach korekcyjnych jednocześnie. Maszyna oblicza wielkość i położenie kątowe niewyważenia w każdej płaszczyźnie i wyświetla wymaganą korektę. Korektę przeprowadza się poprzez dodanie obciążników wyważających (zwykle małych zacisków lub przyspawanych elementów), wiercenie lub frezowanie materiału z ciężkich miejsc lub dodanie glinki korekcyjnej do wstępnych prób konfiguracji. Wały napędowe samochodów są zwykle wyważane zgodnie z normą ISO 1940, klasa G6.3 lub lepsza, co oznacza, że resztkowe niewyważenie właściwe wynosi mniej niż 6,3 grama-milimetrów na kilogram masy wału na płaszczyznę korekcji. Wały szybkoobrotowe lub precyzyjne są wyważane do G2.5 lub G1.0. Po wyważeniu wał jest ponownie obracany w celu sprawdzenia, czy niewyważenie resztkowe mieści się w specyfikacji, zanim zostanie przekazany do kontroli końcowej.
Producenci wałów napędowych stosują wielowarstwową strategię kontroli jakości, która łączy kontrole w trakcie procesu na każdym etapie produkcji z końcową kontrolą ukończonego zespołu. Poniższa tabela podsumowuje kluczowe metody kontroli stosowane przy produkcji wału napędowego i to, co każda z nich weryfikuje:
| Metoda inspekcji | Co sprawdza | Zastosowano etap |
| Kontrola wymiarowa CMM | Wszystkie krytyczne średnice, długości, cechy GD&T | Obróbka końcowa, ostateczna |
| Pomiar bicia (TIR) | Prostoliniowość i koncentryczność wału | Po prostowaniu, ostateczne |
| Badanie twardości (Rockwell) | Twardość powierzchni i rdzenia po obróbce cieplnej | Obróbka cieplna po obróbce |
| Kontrola cząstek magnetycznych (MPI) | Pęknięcia powierzchniowe i przypowierzchniowe, wady spoin | Po spawaniu, po szlifowaniu, ostateczna |
| Badania ultradźwiękowe (UT) | Wady wewnętrzne, integralność spoin, wady materiałowe | Po spawaniu, krytyczne zastosowania |
| Test równowagi dynamicznej | Nierównowaga resztkowa w dwóch płaszczyznach korekcyjnych | Po montażu, wersja ostateczna |
| Badanie zmęczenia skrętnego | Trwałość wału przy cyklicznym obciążeniu momentem obrotowym | Rozwój, okresowy audyt produkcji |
| Pomiar chropowatości powierzchni | Ra i Rz czopów łożyskowych i powierzchni uszczelniających | Po szlifowaniu, ostateczne |
| Kontrola profilu wielowypustowego | Profil zęba wielowypustowego, skok, podziałka i klasa dopasowania | Operacja po splajnie, wersja ostateczna |
Chociaż podstawowe procesy produkcyjne są podobne w przypadku różnych zastosowań, produkcja wałów napędowych różni się znacznie pod względem szczegółowości w zależności od branży i konkretnych wymagań dotyczących wydajności.
Produkcja wałów napędowych do samochodów osobowych i lekkich ciężarówek charakteryzuje się dużą produkcją, ścisłą kontrolą kosztów i rygorystycznymi standardami jakości OEM. Linie produkcyjne wałów napędowych pojazdów zazwyczaj wykorzystują zautomatyzowane zgrzewanie tarciowe kutych jarzm z rurami stalowymi DOM, wyważarki CNC zintegrowane z linią oraz 100% testy na końcu linii, w tym weryfikację wymiarów, kontrolę integralności spoin i potwierdzenie wyważenia dynamicznego. Zespoły przegubów homokinetycznych (CV) do półosi napędowych przednich kół obejmują precyzyjne szlifowanie gąsienic kulkowych, kontrolowaną obróbkę cieplną bieżni wewnętrznej i zewnętrznej oraz montaż w pomieszczeniu czystym, aby zapobiec zanieczyszczeniu przegubu wypełnionego smarem. Producenci wałów napędowych samochodów muszą przestrzegać standardów zarządzania jakością IATF 16949 i przedkładać klientom OEM PPAP (procesy zatwierdzania części produkcyjnych) przed uruchomieniem produkcji.
Przemysłowa produkcja wałów napędowych do skrzyń biegów, pomp, sprężarek i ciężkich maszyn zazwyczaj wiąże się z mniejszymi objętościami, większymi rozmiarami wałów i większą grubością przekroju niż w przypadku produkcji samochodów. Wały są często obrabiane z pełnego pręta, a nie z rury, a operacje obróbki obejmują ciężkie cięcia zgrubne, po których następuje toczenie półwykańczające i wykańczające, szlifowanie oraz przeciąganie lub frezowanie wpustów. Większe wały przemysłowe są normalizowane lub wyżarzane przed obróbką skrawaniem w celu złagodzenia naprężeń związanych z kuciem lub walcowaniem, a następnie hartowane i odpuszczane do uzyskania ostatecznych właściwości. Zakres badań nieniszczących jest zazwyczaj szerszy w przypadku wałów przemysłowych — 100% kontrola ultradźwiękowa surowca i kontrola cząstek magnetycznych gotowych powierzchni jest powszechna w przypadku zastosowań krytycznych, takich jak wały wyjściowe przekładni w turbinach wiatrowych lub morskich układach napędowych.
Produkcja wałów napędowych w przemyśle lotniczym — śmigieł ogonowych helikopterów, napędów akcesoriów do samolotów i systemów uruchamiających — wymaga najwyższej precyzji, identyfikowalności materiałów i dokumentacji procesu w przypadku każdego zastosowania wału napędowego. Materiały to zazwyczaj stal lotnicza 4340M (VAR — przetapiana łukiem próżniowym), stop tytanu (Ti-6Al-4V) lub CFRP. Każda partia materiału jest identyfikowalna w oparciu o certyfikat topienia i zapisy testów mechanicznych. Wszystkie operacje obróbki skrawaniem, obróbki cieplnej i obróbki powierzchni wykonywane są w ramach kontrolowanych, kwalifikowanych procesów, przy czym pełna dokumentacja jest zachowywana przez cały okres eksploatacji statku powietrznego. Inspekcja NDT obejmuje kontrolę fluorescencyjną penetrantą (FPI) wszystkich powierzchni, kontrolę ultradźwiękową odkuwek oraz weryfikację wymiarową maszyn współrzędnościowych z kalibracją zgodną z normami krajowymi. Gotowe wały lotnicze przed odbiorem poddawane są próbom momentu obrotowego, a wały o znaczeniu krytycznym dla lotu mogą wymagać próby wirowania przy prędkości roboczej w celu sprawdzenia integralności konstrukcji.
Zrozumienie najczęstszych trybów awarii w produkcji wałów napędowych pomaga producentom wdrożyć ukierunkowane środki zapobiegawcze na właściwych etapach procesu.
Zdyscyplinowany proces produkcji wałów napędowych — z przejrzystą kontrolą procesu, pomiarami w trakcie procesu i końcowymi testami weryfikacyjnymi — odróżnia wały napędowe, które spokojnie zapewniają setki tysięcy kilometrów niezawodnej pracy, od tych, które generują zwroty gwarancyjne, reklamacje NVH i awarie w terenie. Inwestowanie w wydajność procesu na każdym etapie produkcji jest zawsze bardziej opłacalne niż wykrywanie defektów podczas kontroli końcowej lub, co gorsza, w terenie.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17