2026-05-09
2026-05-09 Nie każdy projekt realizowany jest na skalę masową. Startupy budujące produkty napędzane silnikami pierwszej generacji, zespoły inżynieryjne zatwierdzające nowy projekt układu napędowego oraz producenci OEM pozyskujący wały zamienne do starszego sprzętu mają tę samą potrzebę: małą liczbę precyzyjnych wałów silników wykonanych zgodnie z dokładną specyfikacją, bez konieczności zamawiania minimalnej ilości tysięcy. Produkcja wałów silników w małych partiach wypełnia tę lukę, a popyt na nią stale rośnie w miarę skracania się cykli opracowywania produktów i upowszechniania się zastosowań silników niestandardowych.
Wyzwanie polega na tym, że wały silników nie są częściami z półki, tak jak standardowe elementy złączne lub łożyska. Średnica, długość, geometria rowka wpustowego, wykończenie powierzchni i gatunek materiału muszą odpowiadać konkretnej obudowie silnika i napędzanemu obciążeniu. Zamawianie małych ilości powoduje kolejny poziom złożoności: koszty jednostkowe są wyższe, nie wszystkie warsztaty mechaniczne są przystosowane do precyzyjnych prac na małą skalę, a czasy realizacji mogą się znacznie różnić w zależności od struktury hali produkcyjnej dostawcy. Zrozumienie, jak radzić sobie z tymi czynnikami, jest punktem wyjścia do udanego zamówienia małych partii.
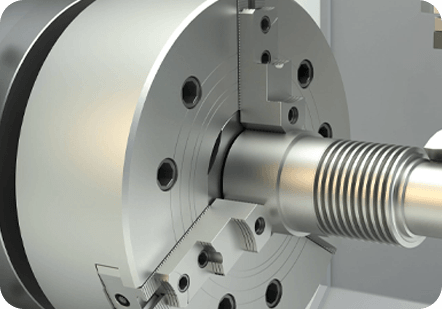
Przed złożeniem zamówienia warto mieć jasny obraz tego, co sprawia, że wał silnika jest elementem precyzyjnym, a nie prostą częścią toczoną. Wymagania funkcjonalne są wysokie: wał musi przenosić moment obrotowy bez odkształceń, utrzymywać wąskie tolerancje wymiarowe w strefach styku łożyska i wytrzymywać zmęczenie pod cyklicznym obciążeniem. Każda decyzja dotycząca materiału i geometrii wynika z tych wymagań.
Wybór materiału dla wał silnika o małej partii obróbka zazwyczaj sprowadza się do trzech głównych opcji, z których każda wiąże się z praktycznymi kompromisami:
| Materiał | Typowy stopień | Najlepsze dla | Notatki |
| Stal węglowa | 1045, 1060 | Silniki ogólnego przeznaczenia, projekty wrażliwe na koszty | Dobra skrawalność; można poddać obróbce cieplnej w celu zwiększenia twardości |
| Stal stopowa | 4140, 4340 | Zastosowania wymagające wysokiego momentu obrotowego lub dużych prędkości | Doskonała odporność na zmęczenie; standard dla wałów silników przemysłowych |
| Stal nierdzewna | 303, 316 | Środowiska spożywcze, medyczne lub korozyjne | Wyższe koszty materiałów i obróbki; niższa wytrzymałość niż stal stopowa |
Przesyłając rysunek lub zapytanie ofertowe dotyczące niestandardowego wału silnika, należy jasno określić następujące cechy, aby uniknąć ciągłego powtarzania się w warsztacie mechanicznym:
Tolerancja występuje tam, gdzie zamówienia na wały silnika w małych partiach najczęściej napotykają problemy. Nadmierne tolerancje wydłużają czas i koszt obróbki każdej części; niedostateczne ich określenie prowadzi do problemów z dopasowaniem w montażu. Praktyczne podejście polega na stosowaniu wąskich tolerancji tylko tam, gdzie rzeczywiście wymaga tego wydajność funkcjonalna, i stosowaniu standardowych tolerancji handlowych wszędzie indziej.
Gniazda łożysk to strefa o najbardziej krytycznym zakresie tolerancji na typowym wale silnika. Pasowanie z wciskiem k5 lub m5 na średnicy zewnętrznej wału jest powszechne w przypadku łożysk wciskanych, natomiast pasowanie j5 lub h6 jest odpowiednie dla łożysk, które wymagają okazjonalnego demontażu. Po stronie napędu — tam, gdzie sprzęgło, koło pasowe lub przekładnia styka się z wałem — zwykle wystarcza tolerancja średnicy wału h6 lub h7. Tolerancje szerokości rowka wpustowego są zgodne z normami ISO lub DIN, w zależności od rynku docelowego, a Twój dostawca powinien być w stanie dostosować się do każdego z nich.
W przypadku wykończenia powierzchni strefy styku łożyska zwykle wymagają Ra 0,4–0,8 µm. Obszary styku uszczelki mogą wymagać Ra 0,2–0,4 µm, aby zapobiec przedwczesnemu zużyciu. Pozostałą część wału można pozostawić w standardowym toczonym wykończeniu (Ra 1,6–3,2 µm), co pozwala kontrolować czas i koszty obróbki bez wpływu na funkcjonalność.

Nie każdy warsztat CNC dobrze nadaje się do precyzyjnej obróbki wałów silnika o małej objętości. Niektóre sklepy są zoptymalizowane pod kątem produkcji wielkoseryjnej i albo odrzucają małe zamówienia, albo ustalają je po niekonkurencyjnych cenach. Inne specjalizują się w prototypach i precyzyjnych komponentach produkowanych w krótkich seriach i są rzeczywiście przystosowane do wydajnej realizacji zamówień na 5, 20 lub 50 sztuk. Wiedząc, czego szukać, oszczędzasz czas w procesie zaopatrzenia.
Dobrze skonstruowane zapytanie ofertowe skraca czas oczekiwania i umożliwia szybsze uzyskanie dokładniejszej ceny. Uwzględnij co najmniej:
Zrozumienie czynników wpływających na koszty w przypadku produkcji wałów silnika w małych partiach pomaga podejmować mądrzejsze decyzje dotyczące projektowania i zaopatrzenia, zamiast tylko akceptować pierwszą otrzymaną wycenę. Koszt jednostkowy w produkcji niskoseryjnej jest zawsze wyższy niż w produkcji masowej, ale różnica znacznie się różni w zależności od projektu i specyfikacji części.
Czas konfiguracji jest największym pojedynczym czynnikiem kosztowym w przypadku małych serii. Tokarkę CNC należy zaprogramować, oprzyrządować i zweryfikować przed wycięciem pierwszej części, a koszt stały rozkłada się na mniejszą liczbę jednostek w małej partii. Projekty minimalizujące liczbę operacji, wymiany narzędzi i ponownego mocowania części pozwolą uzyskać niższe wyceny. Jeśli to możliwe, unikaj elementów wymagających dodatkowych operacji: otworów niecentrycznych, skomplikowanych nawierceń krzyżowych lub niestandardowych profili wpustów – wszystko to wydłuża czas.
Szlifowanie to kolejny istotny czynnik generujący koszty. Jeśli Twoje zastosowanie wymaga wąskich tolerancji i dokładnego wykończenia powierzchni czopów łożysk, zwykle konieczne jest szlifowanie cylindryczne po toczeniu, co zwiększa czas i koszty sprzętu. Jeśli Twój projekt dopuszcza nieco luźniejsze tolerancje w strefach niekrytycznych, określ je wyraźnie na rysunku, zamiast pozostawiać mechanikowi domyślną najsurowszą normę.
W przypadku zamówień na wały silnika w małych partiach — zwłaszcza pierwszych artykułów od nowego dostawcy — warto przeprowadzić kontrolę przychodzącą, zanim części trafią do montażu. Wykrycie niezgodności wymiarowej na etapie dostarczenia towaru jest znacznie mniej kosztowne niż wykrycie jej w trakcie montażu lub po złożeniu i przetestowaniu silnika.
Praktyczne kontrole otrzymanej partii wału silnika obejmują:
W przypadku powtarzających się zamówień od kwalifikowanego dostawcy rozsądny jest plan zmniejszonego pobierania próbek — ale pełna kontrola pierwszego artykułu u każdego nowego dostawcy lub po każdej zmianie projektu jest zawsze warta inwestycji czasu.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17