2026-05-11
2026-05-11 Wał silnika pompy wodnej to jeden z tych elementów, o którym nikt nie myśli, dopóki coś nie pójdzie nie tak, a gdy coś pójdzie nie tak, konsekwencje są natychmiastowe: nieszczelne uszczelki, zatarte łożyska, pompa, która nie pracuje, lub w instalacjach przemysłowych, nieplanowane przestoje, które kosztują znacznie więcej niż sam wał. Zrozumienie, czym właściwie zajmuje się wał, z czego jest wykonany, w jaki sposób ulega awariom i jak dobrać odpowiednią specyfikację do danego zastosowania, to wiedza praktyczna, która pozwala zaoszczędzić pieniądze i uniknąć powtarzających się awarii. W tym artykule przedstawiono pełny obraz, począwszy od mechaniki roli wału w układzie pompy, poprzez dobór materiałów, tryby awarii i kluczowe specyfikacje istotne podczas konserwacji lub wymiany.
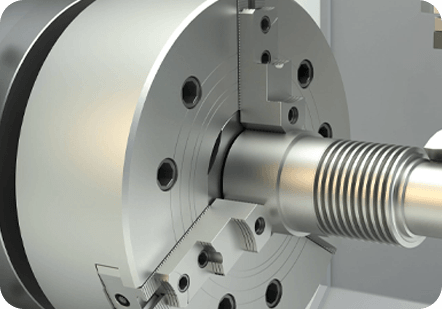
Wał pompy stanowi mechaniczny szkielet całego zespołu pompy. Służy jako bezpośrednie połączenie pomiędzy silnikiem napędowym a wirnikiem – elementem obrotowym, który nadaje prędkość i ciśnienie pompowanemu płynowi. Kiedy silnik się obraca, obraca wał; wał obraca wirnik; wirnik porusza wodę. Bez solidnej konstrukcji, prawidłowo ustawionego i odpowiednio podpartego wału żadne z tych przeniesień mocy nie będzie niezawodne.
Wał podczas pracy przenosi kilka jednoczesnych obciążeń mechanicznych. Głównym obciążeniem jest naprężenie skrętne – siła skręcająca przenoszona ze sprzęgła silnika na wirnik. Obciążenia promieniowe powstają w wyniku sił hydraulicznych działających na wirnik (ciśnienie płynu pchające boki na łopatki wirnika), ciężaru wspornikowych wirników i sprzęgieł oraz naprężeń napędu pasowego lub łańcuchowego w konstrukcjach pomp, w których silnik nie jest bezpośrednio sprzężony. Osiowe obciążenia wzdłużne powstają na skutek różnicy ciśnień pomiędzy stroną wlotową i tłoczną wirnika, powodując popychanie wału w kierunku przepływu. W pompach wielostopniowych nacisk osiowy może być znaczny i jest zarządzany przez łożyska oporowe lub otwory wyrównoważające w konstrukcji wirnika. Wał musi przenosić wszystkie te obciążenia jednocześnie, podczas każdego uruchomienia, zmiany prędkości i wahań obciążenia, jakich doświadcza pompa, przez lata ciągłej pracy.
Na wale znajduje się również uszczelnienie mechaniczne lub uszczelnienie dławnicy, które zapobiega ucieczce pompowanego płynu wzdłuż wału do atmosfery. Stan powierzchni wału w obszarze pracy uszczelnienia bezpośrednio określa skuteczność działania uszczelnienia. Wżery korozyjne, chropowatość powierzchni powyżej wymaganego wykończenia lub bicie geometryczne w strefie styku z uszczelnieniem przyspieszają zużycie uszczelnienia i prowadzą do najczęstszego rodzaju awarii pompy: wycieku z uszczelnienia wału.
Materiał wału musi jednocześnie zapewniać wystarczającą wytrzymałość mechaniczną, aby przenosić moment obrotowy bez ugięcia lub uszkodzenia zmęczeniowego, odpowiednią odporność na korozję dla pompowanego płynu oraz twardość powierzchni wymaganą dla obszaru roboczego uszczelnienia i powierzchni pasowania łożyska. Wymagania te często zmierzają w różnych kierunkach, a wybór odpowiedniego gatunku wymaga zrównoważenia wszystkich trzech czynników z kosztami i dostępnością.
Stal węglowa 1045 to ekonomiczny i powszechnie dostępny materiał na wały stosowany w pompach czystej wody i ogólnych zastosowaniach przemysłowych, gdzie korozja nie jest głównym problemem i nie ma znaczenia koszt. Dobrze się obrabia, zapewnia dobre wykończenie powierzchni i zapewnia odpowiednią wytrzymałość dla większości wałów pomp o lekkich i średnich obciążeniach. W przypadku czystej wody z odpowiednimi powłokami ochronnymi lub gdy wał pracuje w smarowanej olejem obudowie łożyska, która zapobiega bezpośredniemu kontaktowi z płynem, stal węglowa działa niezawodnie. Nie nadaje się do zastosowań, w których wał styka się z płynami korozyjnymi, wodą morską, roztworami kwasowymi lub zasadowymi lub ściekami.
Stal nierdzewna klasy 316 jest najczęściej stosowanym materiałem na wały w przemysłowych pompach odśrodkowych, systemach uzdatniania wody i pompach procesowych. Oprócz chromu i niklu zawiera 2–3% molibdenu, co zapewnia znacznie lepszą odporność na korozję wżerową i szczelinową wywołaną chlorkami niż gatunek 304, dzięki czemu nadaje się do zastosowań w środowiskach morskich, przybrzeżnych systemach zaopatrzenia w wodę, chłodzeniu wody morskiej i przemysłowej wodzie procesowej. Klasa 304 wystarcza do stosowania w czystej wodzie słodkiej i przetwórstwie spożywczym z łagodnymi środkami czyszczącymi, ale szybko ulega degradacji w wodzie chlorowanej lub słonej. Wytrzymałość mechaniczna gatunku 316 jest odpowiednia dla wałów pomp o umiarkowanych obciążeniach, chociaż jego granica plastyczności (około 170 MPa) jest znacznie niższa niż w przypadku stali węglowej lub gatunków utwardzanych wydzieleniowo, co ogranicza jego zastosowanie w konstrukcjach wałów o dużej mocy lub małej średnicy.
17-4 PH (stal nierdzewna utwardzana wydzieleniowo) łączy w sobie odporność na korozję austenitycznej stali nierdzewnej z wytrzymałością mechaniczną zbliżoną do stopowej stali węglowej. Dzięki obróbce cieplnej z utwardzaniem wydzieleniowym 17-4 PH osiąga granicę plastyczności 1000 MPa lub wyższą, w porównaniu do około 170 MPa dla stali 316 w stanie wyżarzonym. Ten doskonały stosunek wytrzymałości do masy sprawia, że jest to preferowany materiał na wał do zastosowań w pompach odśrodkowych o dużej prędkości i dużej mocy oraz do sanitarnych pomp procesowych, gdzie wał musi być zwarty, a jednocześnie zdolny do przenoszenia znacznego momentu obrotowego. Opublikowane dane producenta pomp wskazują, że wał 17-4 PH o średnicy 1 cala przy 3550 obr./min może przenosić około 191 KM w porównaniu z zaledwie 68 KM w przypadku wału 316 o tej samej średnicy i prędkości, co pokazuje praktyczną różnicę w wydajności w wymagających zastosowaniach.
Gatunki stali nierdzewnej 410 i 416 to poddawane obróbce cieplnej gatunki martenzytyczne, które zapewniają wyższą wytrzymałość i twardość niż stal 304 lub 316 po odpowiedniej obróbce cieplnej. Gatunek 416 to wersja gatunku 410 przeznaczona do obróbki swobodnej i jest szeroko stosowana do produkcji prętów o jakości wału pompy (PSQ) w pompach irygacyjnych, rolniczych i lekkim przemyśle. Gatunki te mają niższą odporność na korozję niż 316 – nie nadają się do pracy w środowisku chlorkowym ani agresywnych chemikaliów – ale łatwo dają się obrabiać z zachowaniem wąskich tolerancji i osiągają dobre wykończenie powierzchni, co czyni je ekonomicznym wyborem do stosowania w czystej wodzie, gdzie wytrzymałość jest ważniejsza niż odporność na korozję.
Stale nierdzewne Dupleks 2205 i Super Duplex 2507 łączą w sobie wysoką wytrzymałość mechaniczną z doskonałą odpornością na pękanie korozyjne naprężeniowe chlorków – rodzaj awarii, który wpływa na gatunki austenityczne serii 300 w wodzie morskiej i płynach przemysłowych o wysokiej zawartości chlorków. Duplex 2205 oferuje granicę plastyczności w przybliżeniu dwukrotnie większą niż 316, podczas gdy 2507 jest jeszcze mocniejszy. Gatunki te są przeznaczone do wałów pomp offshore, do odsalania i do procesów chemicznych, pracujących w środowiskach, w których 316 uległby uszkodzeniu w wyniku korozji naprężeniowej lub gdzie małe średnice wałów muszą przenosić wysokie momenty obrotowe.
| Materiał | Około. Siła plonu | Odporność na korozję | Najlepsza aplikacja |
| Stal węglowa 1045 | ~530 MPa | Niski | Czysta woda, zabezpieczone wały |
| Stal nierdzewna 304 | ~170 MPa (wyżarzane) | Dobry (bez chlorków) | Jakość spożywcza, łagodna woda |
| Stal nierdzewna 316 | ~170 MPa (wyżarzane) | Bardzo dobry (odporny na chlorki) | Morskie, uzdatnianie wody, ogólnoprzemysłowe |
| Stal nierdzewna 416 (PSQ) | ~550 MPa (obrobione cieplnie) | Umiarkowane | Nawadnianie, pompy rolnicze |
| Stal nierdzewna 17-4PH | ~1000 MPa | Bardzo dobrze | Szybki i wydajny proces sanitarny |
| Duplex 2205 | ~450 MPa | Doskonały (odporny na SCC) | Na morzu, odsalanie, proces chemiczny |
Jakość wału pompy (PSQ) to norma dotycząca przetwarzania materiałów, która określa wymagania dotyczące precyzji wymiarowej, prostoliniowości i wykończenia powierzchni prętów przeznaczonych do produkcji wału pompy. Pręt PSQ został obrócony na wymiar, następnie precyzyjnie oszlifowany i wypolerowany w celu uzyskania wąskich tolerancji średnicy (zwykle w granicach ± 0,001 cala lub lepszych), prostoliniowości w określonych granicach na stopę długości oraz wykończenia powierzchni odpowiedniego do bezpośredniego zastosowania w obszarach pracy uszczelnień i stykach łożysk.
Etap szlifowania odróżnia materiał PSQ od zwykłego pręta toczonego. Szlifowanie usuwa nierówności powierzchni powstałe w wyniku toczenia, osiągając tolerancje okrągłości i walcowości, których samo toczenie nie jest w stanie zapewnić. Wprowadza również na powierzchnię naprężenia ściskające, które poprawiają odporność zmęczeniową – jest to ważna zaleta, biorąc pod uwagę, że zmęczenie zginające przy obracaniu się jest najczęstszą przyczyną pękania wału pompy podczas pracy. Wał, który nie jest prosty, będzie powodować wibracje, przyspieszone zużycie łożysk, nierówne obciążenie uszczelnienia i ostateczną awarię zmęczeniową – wszystkich możliwych do uniknięcia konsekwencji stosowania pręta innego niż PSQ w celu zaoszczędzenia na kosztach materiałów.
Typowe gatunki PSQ obejmują stal nierdzewną 416 (gatunek o największej objętości), stal nierdzewną 316, 17-4 PH i Nitronic 50 (XM-19), który jest gatunkiem austenitycznym wzmocnionym azotem, oferującym zarówno wysoką wytrzymałość, jak i doskonałą odporność na korozję w wymagających zastosowaniach morskich i chemicznych.

Uszczelnienie mechaniczne znajduje się na połączeniu pomiędzy mokrym (zwilżonym cieczą) końcem pompy a obudową łożyska lub silnikiem. Składa się z obrotowej powierzchni uszczelniającej przymocowanej do wału i stacjonarnej powierzchni uszczelniającej zamontowanej w korpusie pompy. Obie powierzchnie stykają się pod naciskiem sprężyny, tworząc główną barierę uszczelniającą. Powierzchnia wału pod uszczelnieniem mechanicznym – obszar roboczy uszczelnienia – musi spełniać określone wymagania dotyczące wykończenia powierzchni, zazwyczaj Ra 0,4 do 0,8 mikrona i nie może być wolna od wżerów korozyjnych, nacięć ani nieokrągłości. Wżery głębsze niż szerokość powierzchni uszczelniającej umożliwiają płynowi pod ciśnieniem ominięcie uszczelki; brak okrągłości powoduje okresowe odrywanie się uszczelki podczas każdego obrotu, niszcząc powierzchnię uszczelniającą. Szok termiczny, taki jak dodanie zimnego płynu chłodzącego do przegrzanej pompy silnika, może spowodować diametralne pęknięcie powierzchni uszczelniającej, co wymaga natychmiastowej wymiany uszczelki.
W starszych konstrukcjach pomp i wielu pompach przemysłowych tłoczących płyny ścierne uszczelnienie dławnicowe zastępuje uszczelnienie mechaniczne. Uszczelnienie składa się z pierścieni z plecionego lub skręconego materiału uszczelniającego, ściśniętych wokół wału za pomocą dławika. W odróżnieniu od uszczelnienia mechanicznego, uszczelnienie wymaga kontrolowanego współczynnika przesiąkania (niewielkiego, zamierzonego wycieku przez uszczelnienie) w celu nasmarowania powierzchni styku wał-uszczelnienie. Jeśli uszczelnienie zostanie nadmiernie dokręcone, aby zapobiec wszelkim wyciekom, uszczelnienie wyschnie na wale, wytwarzając ciepło i szybko powodując erozję powierzchni wału. Tuleje wału — wymienne, utwardzane tuleje zakładane na wał w strefie uszczelnienia — służą do ochrony wału głównego przed zużyciem uszczelnienia. Kiedy powierzchnia tulei ulegnie zużyciu lub pofałdowaniu, wymienia się tuleję, a nie cały wał.
Łożyska podpierają wał pompy promieniowo i osiowo, utrzymując jego współosiowość w obudowie w pełnym zakresie obciążeń hydraulicznych i mechanicznych. Łożyska kulkowe wytrzymują obciążenia promieniowe przy niskim tarciu przy dużych prędkościach i są standardem w większości małych i średnich pomp odśrodkowych. Łożyska toczne przenoszą większe obciążenia promieniowe w dużych pompach przemysłowych. Łożyska oporowe zarządzają obciążeniem osiowym wywieranym przez ciśnienie hydrauliczne na wał. Awarie łożysk w pompach najczęściej wynikają z zanieczyszczonego lub zdegradowanego smaru, niewspółosiowości, niewyważenia zespołu wirnika lub pracy w strefie recyrkulacji daleko od punktu najlepszej wydajności, co generuje duże promieniowe obciążenia hydrauliczne. Łożysko, które ulegnie awarii, powoduje drgania wału, co z kolei niszczy uszczelnienie mechaniczne i przyspiesza dalsze kaskadowe uszkodzenie łożyska.
Zrozumienie, w jaki sposób i dlaczego wały pomp ulegają awariom, jest punktem wyjścia zarówno do zapobiegania awariom, jak i diagnozowania pierwotnej przyczyny, gdy one wystąpią. Sama wymiana uszkodzonego wału bez zidentyfikowania i skorygowania przyczyny prawie zawsze skutkuje awarią wału zamiennego w ten sam sposób, często szybciej niż oryginał.
Podczas określania lub wyboru zamiennego wału silnika pompy potwierdzenie prawidłowych specyfikacji przed złożeniem zamówienia pozwala uniknąć kosztownych błędów i zapewnia, że zamiennik będzie działał równie dobrze lub lepiej niż oryginał.
Średnica wału w każdym elemencie — pasowania łożysk, obszar pracy uszczelnienia, koniec sprzęgła, pasowanie wirnika — musi odpowiadać oryginalnej specyfikacji i mieścić się w wymaganej klasie tolerancji. Pasowania pierścienia wewnętrznego łożyska są zazwyczaj szlifowane do klasy wcisku (k5 lub m5 dla obracających się pierścieni wewnętrznych), aby zapobiec powstawaniu freonu na wale pod cyklicznym obciążeniem. Średnica obszaru roboczego uszczelnienia i wykończenie muszą być zgodne ze specyfikacją producenta uszczelnienia dla zamontowanego uszczelnienia. Sekcje wału o większej średnicy nie przyjmą łożyska ani uszczelki; sekcje o mniejszej średnicy spowodują obracanie się łożyska na wale (tarcie) i wyciekanie uszczelnienia. Zawsze mierz średnice krytyczne na uszkodzonym wale i sprawdzaj je pod kątem specyfikacji OEM lub rysunku producenta pompy.
Wały zamienne należy pozyskiwać w postaci prętów PSQ (jakość wału pompy) lub jako precyzyjnie obrobione części gotowe. Prostoliniowość wału na całej jego długości nie powinna przekraczać specyfikacji producenta, zazwyczaj od 0,001 do 0,002 cala na stopę długości wału. Wykończenie powierzchni w obszarze roboczym uszczelki powinno wynosić Ra 0,4 do 0,8 mikrona (16 do 32 mikrocali) lub zgodnie z zaleceniami producenta uszczelki. Grubsze wykończenia przyspieszają zużycie powierzchni uszczelniającej; zbyt drobne wykończenia mogą zmniejszyć zatrzymywanie filmu smarnego na styku uszczelnienia, w zależności od konstrukcji uszczelnienia. Wykończenie powierzchni gniazd pierścienia wewnętrznego łożyska również powinno wynosić Ra od 0,4 do 0,8 mikrona.
Wał zamienny musi być wykonany z tego samego gatunku materiału co oryginał lub zgodny z jego udoskonaleniem. Obniżenie klasy materiału — na przykład zastąpienie wału 17-4 PH wałem 316 w celu zmniejszenia kosztów — zmniejsza zdolność przenoszenia momentu obrotowego wału i limit zmęczenia przy tej średnicy, co może skutkować powstaniem wału, który nie będzie w stanie spełnić wymagań eksploatacyjnych danego zastosowania. Jeśli wał ulegał powtarzającym się awariom w tym samym miejscu, modernizacja do gatunku o wyższej wytrzymałości (z 316 do 17-4 PH lub z 416 do duplex 2205 w przypadku pracy korozyjnej) jest uzasadnioną reakcją inżynierską, pod warunkiem, że elementy sprzęgła i łożyska są w stanie przenieść wyższy moment obrotowy, jaki umożliwia mocniejszy wał.
Wymiary rowka wpustowego — szerokość, głębokość i długość — muszą dokładnie odpowiadać specyfikacji kluczowych wirnika i sprzęgła. Zbyt luźne dopasowanie wpustu do wpustu powoduje powstawanie zjawiska ciernego i obciążenia udarowego w narożach wpustu, które już są punktami koncentracji naprężeń i głównymi miejscami inicjacji pęknięć zmęczeniowych. Krawędzie wpustu powinny mieć mały promień, a nie ostry narożnik; ostre narożniki zwiększają koncentrację naprężeń i znacznie zmniejszają trwałość zmęczeniową. Końcówka wału sprzęgła musi również pasować do otworu sprzęgła, wpustu i systemu mocowania (śruba ustalająca, nakrętka i podkładka lub pasowanie wciskowe) oryginalnej konstrukcji.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17