2026-04-21
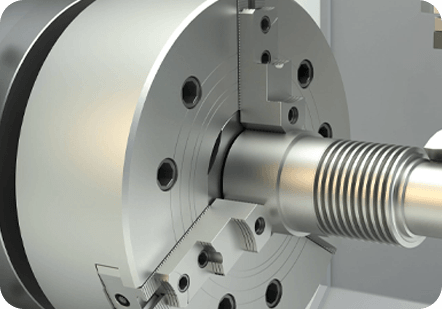
2026-04-21 Precyzyjny wał silnika to centralny element obrotowy silnika elektrycznego — cylindryczny pręt, który przenosi moment obrotowy z wirnika silnika na napędzane obciążenie. Chociaż ten opis brzmi prosto, słowo „precyzja” ma ogromne znaczenie inżynieryjne. Precyzyjny wał silnika to nie tylko toczony stalowy pręt; jest to starannie zwymiarowany, wykończony powierzchniowo i kontrolowany podzespół o kontrolowanej tolerancji, którego dokładność geometryczna bezpośrednio określa, jak dobrze działa silnik, jak długo trwa i czy napędzany przez niego układ działa niezawodnie.
W zastosowaniach o niskiej precyzji niedokładności wałów mogą być maskowane przez sprzęgła elastyczne lub niwelowane przez zgodne systemy mocowania. Jednak w silnikach o dużej prędkości, serwonapędach, urządzeniach medycznych, siłownikach lotniczych i precyzyjnym oprzyrządowaniu nawet mikronowe odchylenia w średnicy wału, bicie lub wykończeniu powierzchni przekładają się bezpośrednio na wibracje, zużycie łożysk, utratę mocy, hałas i przedwczesną awarię. Szczelina między zwykłym wałem silnika a precyzyjnym wałem silnika to nie tylko kwestia mniejszych liczb na rysunku — odzwierciedla ona zasadniczo różne procesy produkcyjne, praktyki metrologiczne i kryteria doboru materiałów.
W tym artykule omówiono wszystko, co inżynierowie, specjaliści ds. zaopatrzenia i projektanci produktów powinni wiedzieć na temat precyzyjnych wałów silników — od doboru materiałów i metod produkcji po standardy tolerancji, obróbkę powierzchni i analizę uszkodzeń.
Wybór materiału to podstawa precyzyjny wał silnika wydajność. Wybrany materiał musi jednocześnie spełniać wiele konkurencyjnych wymagań: wystarczającą wytrzymałość, aby przenosić znamionowy moment obrotowy bez uplastycznienia, odpowiednią twardość, aby wytrzymać zużycie powierzchni na styku łożyska i sprzęgła, obrabialność pozwalającą na ekonomiczne osiągnięcie wąskich tolerancji, a w wielu przypadkach odporność na korozję, ekstremalne temperatury lub zakłócenia magnetyczne.
Stale średniowęglowe, takie jak AISI 1045 i stale niskostopowe, takie jak AISI 4140 i 4340, są podstawą precyzyjnej produkcji wałów silników. AISI 1045 zapewnia dobrą równowagę wytrzymałości, udarności i obrabialności w stanie znormalizowanym lub po hartowaniu i odpuszczaniu, dzięki czemu nadaje się na wały silników przemysłowych ogólnego przeznaczenia w zakresie małych i średnich mocy. AISI 4140 — stal stopowa chromowo-molibdenowa — zapewnia znacznie wyższą wytrzymałość na rozciąganie, lepszą odporność na zmęczenie i lepszą hartowność, co czyni ją preferowanym wyborem w przypadku wałów poddawanych łącznym obciążeniom zginającym i skrętnym w wymagających napędach przemysłowych. AISI 4340 wspina się wyżej po drabinie wytrzymałościowej i jest stosowany tam, gdzie wymagana jest maksymalna udarność rdzenia w połączeniu z dużą twardością powierzchni, na przykład w wałach silników lotniczych i zastosowaniach serwo o dużej częstotliwości cykli.
Tam, gdzie podstawowym wymaganiem jest odporność na korozję – sprzęt do przetwarzania żywności, silniki morskie, urządzenia medyczne, systemy obsługi chemikaliów – wały silników ze stali nierdzewnej są standardowym rozwiązaniem. Stal nierdzewna klasy 303 zapewnia dobrą obrabialność, ale niższą wytrzymałość i odporność na korozję niż inne gatunki. Klasa 316 zapewnia doskonałą odporność na korozję w środowiskach chlorkowych i jest często określana do zastosowań morskich i chemicznych. Martenzytyczne stale nierdzewne, takie jak 17-4 PH (utwardzane wydzieleniowo), łączą wysoką wytrzymałość z dobrą odpornością na korozję i można je hartować do wysokich wymagań w zakresie twardości powierzchni, co czyni je najlepszym wyborem do wysokowydajnych wałów precyzyjnych w środowiskach korozyjnych.
Stopy tytanu — zwłaszcza Ti-6Al-4V — są przeznaczone do precyzyjnych wałów silników w lotnictwie, obronności i zastosowaniach w wyczynowych sportach motorowych, gdzie redukcja masy jest krytycznym czynnikiem wpływającym na konstrukcję. Stosunek wytrzymałości do masy tytanu jest wyjątkowy, a jego naturalna odporność na korozję eliminuje potrzebę stosowania powłok powierzchniowych w większości środowisk. Kompromisem jest znacznie wyższy koszt materiału i bardziej rygorystyczne wymagania dotyczące obróbki, ponieważ niska przewodność cieplna i tendencja do utwardzania tytanu wymagają starannego doboru narzędzi, konserwatywnych parametrów skrawania i obfitego stosowania chłodziwa podczas obróbki.
W silnikach stosowanych w sprzęcie MRI, enkoderach magnetycznych lub precyzyjnych instrumentach naukowych należy zminimalizować przenikalność magnetyczną materiału wału, aby zapobiec zakłóceniom w układzie elektromagnetycznym. Austenityczne stale nierdzewne (takie jak 316L), niektóre stopy aluminium i stopy tytanu są opcjami niemagnetycznymi stosowanymi w tych specjalistycznych zastosowaniach z precyzyjnymi wałami silników. Staranna certyfikacja materiałów i badania przepuszczalności są standardową praktyką w tych sektorach.
Specyfikacja tolerancji oddziela precyzyjny wał silnika od części toczonej. Wały silnika współdziałają z wieloma współpracującymi elementami — łożyskami, sprzęgłami, przekładniami, kołami pasowymi, uszczelnieniami i laminatami wirnika — z których każdy narzuca wałowi własne wymagania dotyczące wymiarów i geometrii. Spełnienie wszystkich tych wymagań jednocześnie, z dokładnością do mikrona, na całej długości wału, jest głównym wyzwaniem precyzyjnej produkcji wałów.
Gniazda łożysk to strefy o najbardziej krytycznej tolerancji na dowolnym wale silnika precyzyjnego. Łożyska toczne wymagają pasowania z wciskiem na wale, aby zapobiec pełzaniu pierścienia wewnętrznego pod obciążeniem, ale zbyt duży wcisk grozi pęknięciem pierścienia wewnętrznego podczas montażu lub wygenerowaniem nadmiernego napięcia wstępnego, które skraca żywotność łożyska. Pasowania tolerancji ISO, takie jak k5, m5 i n5 (dla lekkich i dużych wcisków) są standardem dla średnic czopów łożysk, przy czym rzeczywiste tolerancje średnicy zwykle mieszczą się w zakresie ±2,5 do ±8 mikrometrów, w zależności od średnicy wału i typu łożyska. Konsekwentne osiąganie tych tolerancji w produkcji wymaga szlifowania cylindrycznego, a nie samego toczenia.
Całkowite bicie wskazane (TIR) — całkowita zmiana położenia powierzchni wału względem prawdziwej osi obrotu — jest prawdopodobnie najważniejszym parametrem geometrycznym precyzyjnego wału silnika. Bicie w strefie mocowania wirnika powoduje nierównowagę elektromagnetyczną; bicie na stykach sprzęgła powoduje wibracje i zużycie sprzęgła; bicie na czopach łożysk powoduje obciążenie dynamiczne, które wykładniczo zmniejsza trwałość łożyska. W przypadku silników o dużej prędkości obrotowej powyżej 3000 obr./min. bicie wału na czopach łożysk jest zwykle określane na poziomie 5 mikrometrów TIR lub większym. W przypadku precyzyjnych serwomotorów i silników wrzecionowych specyfikacje bicia wynoszące 1–2 mikrometry nie są niczym niezwykłym.
Wał, który nie jest prosty, będzie wibrował z częstotliwością obrotową niezależnie od tego, jak dobrze jest wyważony. Tolerancja prostoliniowości na wałach silników precyzyjnych — wyrażona jako maksymalne odchylenie od idealnej linii prostej na całej długości wału — jest zwykle określana na poziomie od 0,01 do 0,05 mm na 300 mm długości wału w przypadku silników przemysłowych oraz 0,005 mm lub więcej w przypadku precyzyjnych serwomechanizmów i wrzecion. Cylindyczność — połączenie okrągłości, prostoliniowości i zbieżności powierzchni cylindrycznej — jest równie ważna w strefach czopów łożyska, gdzie każdy stan nieokrągłości generuje wibracje o częstotliwościach proporcjonalnych do liczby elementów tocznych na obrót.
Chropowatość powierzchni czopów łożysk jest określana w wartościach Ra (średnia arytmetyczna chropowatość), zazwyczaj Ra od 0,4 do Ra 0,8 µm dla standardowych wałów silników przemysłowych i Ra od 0,1 do Ra 0,4 µm dla precyzyjnych serwo i wysokoobrotowych silników wrzecionowych. W strefach styku uszczelki chropowatość powierzchni musi mieścić się w wąskim zakresie — jest zbyt szorstka, co powoduje przedwczesne zużycie wargi uszczelniającej; zbyt gładka i film smarny pęka. Większość producentów uszczelek określa wykończenie powierzchni od Ra 0,2 do Ra 0,8 µm przy określonym kierunku układania (raczej obwodowym, a nie osiowym) na powierzchniach stykających się z uszczelką.
Osiągnięcie opisanych powyżej tolerancji wymaga starannie zorganizowanego procesu produkcyjnego, w którym każda operacja opiera się na ostatniej, a stan termiczny i mechaniczny przedmiotu obrabianego jest kontrolowany przez cały czas. Typowa sekwencja produkcji wału silnika precyzyjnego obejmuje wiele etapów, z których każdy ma określony cel.
Produkcja precyzyjnego wału silnika rozpoczyna się od zweryfikowanego pręta lub odkuwki — certyfikaty materiałowe potwierdzające skład chemiczny, właściwości mechaniczne i wyniki kontroli ultradźwiękowej są standardem w zastosowaniach lotniczych i medycznych. Początkowa operacja toczenia na tokarce CNC usuwa większość nadmiaru materiału, ustala główne strefy średnicy i obrabia otwory centrujące na każdym końcu. Te środkowe otwory stanowią punkt odniesienia dla wszystkich kolejnych operacji szlifowania i same muszą być dokładnie ustawione i uformowane — uszkodzony lub mimośrodowy otwór centralny powoduje propagację błędu geometrycznego w każdym dalszym procesie.
W przypadku wałów wymagających twardości powierzchni na czopach łożysk lub w strefach wpustów – większość precyzyjnych wałów silników – obróbka cieplna następuje po toczeniu zgrubnym. Hartowanie na wskroś (hartowanie i odpuszczanie) poprawia wytrzymałość i wytrzymałość rdzenia. Procesy utwardzania powierzchniowego, takie jak nawęglanie, węgloazotowanie lub hartowanie indukcyjne, tworzą twardą warstwę powierzchniową (zazwyczaj 58–62 HRC) na twardym rdzeniu, zapewniając doskonałą odporność na zużycie i trwałość zmęczeniową w krytycznych miejscach styku, bez powodowania kruchości całego wału. Hartowanie indukcyjne jest szczególnie powszechne w przypadku precyzyjnych wałów silników, ponieważ można je stosować selektywnie w strefach o określonej średnicy przy minimalnych odkształceniach – chociaż jakakolwiek obróbka cieplna powoduje pewne odkształcenia wału, które należy uwzględnić w późniejszych naddatkach na szlifowanie.
Szlifowanie cylindryczne — zarówno międzykłowe, jak i bezkłowe — to operacja, która umożliwia osiągnięcie ostatecznych tolerancji średnicy, wykończenia powierzchni i dokładności geometrycznej na precyzyjnym wale silnika. Szlifowanie międzyosiowe, podczas którego wał jest podparty na swoich środkowych otworach odniesienia i obracany względem tarczy szlifierskiej, jest preferowane w celu uzyskania najwęższych specyfikacji bicia i koncentryczności, ponieważ wszystkie średnice są szlifowane na podstawie wspólnego punktu odniesienia. Proces szlifowania usuwa jedynie 0,05 do 0,3 mm materiału w dokładnie kontrolowanych przejściach, a obciąganie ściernic, pomiary w trakcie procesu i zarządzanie chłodziwem przyczyniają się do osiągnięcia spójnych wyników w całej partii produkcyjnej.
Po ustaleniu przez szlifowanie średnic głównych, elementy drugorzędne — rowki wpustowe, otwory krzyżowe, gwintowane otwory końcowe, wypusty i spłaszczenia — są obrabiane za pomocą operacji frezowania, przeciągania lub obwiedniowania. Kolejność ma znaczenie: elementy wycinane po szlifowaniu pozwalają uniknąć odkształceń termicznych i mechanicznych, które wymagałyby ponownego szlifowania, ale muszą być dokładnie ustawione w stosunku do już wyszlifowanych średnic. Tolerancja położenia wpustu względem linii środkowej wału jest zwykle kontrolowana z dokładnością do ±0,05 mm lub lepszą na precyzyjnych wałach silnika, aby zapewnić prawidłowe ustawienie wpustu i sprzęgła.
W większości zastosowań precyzyjnych wały silników precyzyjnych są w 100% sprawdzane pod kątem specyfikacji rysunkowych przed wysyłką. Metody kontroli obejmują pomiary mikrometrem stołowym i miernikiem powietrza pod kątem tolerancji średnicy, pomiary CMM (maszyna do pomiaru współrzędnych) pod kątem tolerancji geometrycznych i pozycji elementów, kontrolę bicia bloku V i czujnika zegarowego oraz pomiar profilometrem powierzchni pod kątem wartości Ra. W przypadku szybów lotniczych i medycznych w celu zapewnienia identyfikowalności wymagane są pełnowymiarowe raporty z rzeczywistymi wartościami pomiarów – a nie tylko wynikami pozytywnymi/negatywnymi.

Oprócz materiału podstawowego i geometrii obrabianej, obróbka powierzchni precyzyjnych wałów silników może znacznie poprawić ich wydajność w określonych środowiskach pracy. Właściwa obróbka powierzchni wydłuża żywotność wału, zmniejsza tarcie, zapobiega korozji, a w niektórych przypadkach umożliwia wałowi spełnienie specyfikacji, których sam materiał podstawowy nie jest w stanie osiągnąć.
| Leczenie | Proces | Kluczowa korzyść | Typowe zastosowanie |
| Twarde chromowanie | Elektroosadzanie chromu | Wysoka twardość powierzchni, odporność na zużycie i korozję | Silniki hydrauliczne, napędy morskie |
| Nikiel bezprądowy | Chemiczne osadzanie niklu | Jednolita powłoka, odporność na korozję, umiarkowana twardość | Przetwórstwo spożywcze, silniki chemiczne |
| Czarny tlenek | Chemiczna powłoka konwersyjna | Łagodna odporność na korozję, zmniejsza odbicia światła | Ogólne silniki przemysłowe |
| Azotonawęglanie (ferrytyczne) | Dyfuzja N i C do powierzchni | Twarda warstwa mieszanki, odporność na zmęczenie i zużycie | Wysokocyklowe serwo i silniki trakcyjne |
| Powłoka DLC | Diamentopodobny węgiel PVD/CVD | Ekstremalna twardość, bardzo niski współczynnik tarcia | Lotnictwo i kosmonautyka, wrzeciona precyzyjne o dużej prędkości |
| Fosforanowanie | Chemiczna konwersja fosforanów | Poprawia przyczepność farby, stanowi łagodną ochronę przed korozją | Ogólnego przeznaczenia, ochrona przechowywania |
Jednym z kluczowych aspektów związanych z jakąkolwiek powłoką powierzchniową precyzyjnego wału silnika jest wpływ wymiarowy. Twarde chromowanie i nikiel bezprądowy zwiększają mierzalną grubość powierzchni wału — zwykle od 0,005 do 0,05 mm na stronę — co należy uwzględnić poprzez szlifowanie podwymiaru wału przed powlekaniem, a następnie szlifowanie lub docieranie po pokryciu do ostatecznych wymiarów. Obróbki dyfuzyjne, takie jak azotonawęglanie i azotonawęglanie ferrytyczne, powodują minimalną zmianę wymiarów (zwykle mniejszą niż 0,002 mm) i dlatego zwykle nie wymagają szlifowania po obróbce.
Precyzyjne wały silników nie są prostymi, jednolitymi cylindrami. Zawierają szereg zaprojektowanych funkcji, które służą konkretnym celom funkcjonalnym i których geometria musi być dokładnie kontrolowana podczas produkcji.
Czopy łożyskowe to obszary wału, w których montowane są elementy toczne lub łożyska ślizgowe. Są one szlifowane z zachowaniem dokładnych tolerancji średnicy (zazwyczaj pasowania ISO h5, k5 lub m5), określonych wartości chropowatości powierzchni oraz ścisłych specyfikacji walcowości i bicia. Odsadzenia sąsiadujące z czopami łożyska zapewniają osiowe położenie wewnętrznego pierścienia łożyska. Promień występu musi być dokładnie kontrolowany — zbyt ostry promień powoduje koncentrację naprężeń, która inicjuje pękanie zmęczeniowe; zbyt duży promień uniemożliwia całkowite osadzenie pierścienia wewnętrznego łożyska na powierzchni oporowej.
Rowki wpustowe to prostokątne szczeliny wykonane w wale, w których mieści się wpust blokujący koło zębate, koło pasowe lub sprzęgło z wałem w celu przeniesienia momentu obrotowego. Tolerancje szerokości i głębokości rowka wpustowego, położenie względem linii środkowej wału oraz wykończenie powierzchni na bokach wpustu wpływają na bezpieczeństwo i trwałość połączenia wpustowego. Wypusty — zasadniczo wiele rowków wpustowych rozmieszczonych wokół obwodu wału — są stosowane tam, gdzie wymagane jest przenoszenie wyższego momentu obrotowego, samocentrowanie lub ślizgowe sprzężenie. Wypusty ewolwentowe są najczęstszą formą precyzyjnych wałów silników i są hodowane lub szlifowane zgodnie ze standardowymi profilami zębów DIN lub ANSI.
Wiele precyzyjnych wałów silników zawiera gwintowane sekcje na jednym lub obu końcach do łożysk mocowanych nakrętkami, mocowania enkodera lub mocowania wentylatora. Jakość gwintu — klasa pasowania, dokładność podziałki i wykończenie powierzchni boków gwintu — wpływa na osiągalną siłę mocowania i odporność gwintu na zmęczenie pod wpływem wibracji. W przypadku krytycznych zastosowań wałów silnika preferowane są gwinty walcowane (a nie gwinty nacinane), ponieważ walcowanie wywołuje korzystne naprężenia ściskające, które znacznie poprawiają trwałość zmęczeniową nasady gwintu.
Strona napędowa precyzyjnego wału silnika — sekcja wystająca z obudowy silnika i łącząca się z napędzanym obciążeniem — jest zwykle produkowana zgodnie ze standardowymi wymiarami IEC lub NEMA w celu zapewnienia wymienności. Tolerancja średnicy, długość, geometria rowka wpustowego i faza końca wału są ustandaryzowane, co pozwala na współpracę wałów silników różnych producentów z tym samym wejściem sprzęgła lub skrzyni biegów. Niestandardowe przedłużenia wału silnika są również powszechne w zastosowaniach OEM, gdzie standardowe wymiary wału nie odpowiadają wymaganiom napędzanego sprzętu.
Zrozumienie, w jaki sposób i dlaczego ulegają awariom precyzyjne wały silników, jest niezbędne zarówno w przypadku badania awarii, jak i projektowania zapobiegawczego. Większość usterek wałów w eksploatacji można podzielić na niewielką liczbę powtarzających się kategorii, z których każda ma możliwe do zidentyfikowania przyczyny pierwotne, którymi można zaradzić poprzez projektowanie, dobór materiałów lub ulepszenia procesu produkcyjnego.
Precyzyjne wały silników są projektowane i produkowane zgodnie z szeregiem norm branżowych, które definiują wymagania wymiarowe, specyfikacje materiałowe i praktyki jakościowe. Znajomość odpowiednich norm pomaga inżynierom prawidłowo określić wały i ocenić zgodność dostawcy.
Zaopatrywanie się w precyzyjne wały silników — czy to jako komponenty obrabiane na zamówienie, czy też jako części zamienne do istniejących silników — wymaga oceny możliwości dostawcy pod kątem konkretnych wymagań danego zastosowania. Nie wszyscy producenci wałów precyzyjnych są sobie równi, a najtańsza opcja rzadko zapewnia spójność wymiarową i identyfikowalność, których wymagają wymagające zastosowania.
Zapytaj potencjalnych dostawców, jakiego sprzętu szlifierskiego używają, jaką wykazują zdolność procesową (wartości Cpk) dla średnic czopów łożyskowych przy określonej tolerancji oraz czy wykonują pomiary w trakcie procesu podczas szlifowania, czy tylko kontrolę końcową po zakończeniu. Dostawcy korzystający z nowoczesnych szlifierek cylindrycznych CNC z automatycznym pomiarem w trakcie procesu i wykresami SPC po procesie są znacznie bardziej zdolni do zapewniania spójnych precyzyjnych wyników niż dostawcy polegający na ręcznym szlifowaniu z podawaniem kołowym i wyłącznie pomiarze po procesie.
Sprawdź, czy dostawca dysponuje skalibrowanym sprzętem pomiarowym odpowiednim do sprawdzanych tolerancji – miernikami powietrza lub mikrometrami laboratoryjnymi o wysokiej rozdzielczości do pomiaru wąskich tolerancji średnicy, współrzędnościowymi urządzeniami współrzędnościowymi do pomiaru tolerancji geometrycznych i pozycji cech oraz profilometrami powierzchni do pomiaru chropowatości. Certyfikaty kalibracji zgodne z normami krajowymi (NIST, PTB, NPL) powinny być dostępne na żądanie. W przypadku kontroli pierwszego artykułu lub krytycznych partii produkcyjnych należy zażądać pełnowymiarowego raportu z rzeczywistymi zmierzonymi wartościami, a nie prostego certyfikatu zgodności.
W zastosowaniach lotniczych, medycznych i krytycznych dla bezpieczeństwa każdy precyzyjny wał silnika musi być identyfikowalny aż do określonego ciepła materiału lub numeru partii, z odpowiednim certyfikatem huty potwierdzającym skład chemiczny i właściwości mechaniczne. Upewnij się, że system jakości Twojego dostawcy uwzględnia tę możliwość śledzenia od przyjęcia materiałów aż do kontroli końcowej i zapisów wysyłki. Luki w identyfikowalności materiałów są częstym odkryciem podczas audytów dostawców i mogą skutkować kosztowną kwarantanną i przeróbkami, jeśli zostaną wykryte po oddaniu części do użytku.
Dostawca doświadczony w produkcji precyzyjnych wałów silników do serwonapędów rozumie wymagania dotyczące bicia i wykończenia powierzchni, których wymagają te zastosowania. Dostawca specjalizujący się w dużych wałach silników przemysłowych może mieć odpowiednią zdolność szlifowania, ale brak mu doświadczenia w zakresie węższych tolerancji typowych dla zastosowań serwo. Poproś o referencje dotyczące konkretnego zastosowania, zapytaj o doświadczenie z materiałami i procesami obróbki cieplnej, których wymagają Twoje wały, a jeśli to możliwe, poproś o próbki części do kontroli pierwszego artykułu przed zatwierdzeniem wielkości produkcji.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17