2026-04-29
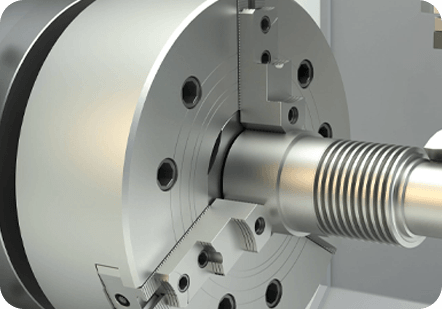
2026-04-29 Wał silnika to mechaniczny szkielet każdego obracającego się układu napędowego — przenosi moment obrotowy z silnika na obciążenie, niezależnie od tego, czy jest to wirnik pompy, koło pasowe przenośnika, łopatka wentylatora czy narzędzie tnące. Wybór materiału na ten trzonek nie jest kosmetyczny; bezpośrednio określa, jak długo wytrzyma wał, jak zachowuje się pod obciążeniem i jak dobrze wytrzymuje swoje środowisko pracy.
Wały silników ze stali nierdzewnej stały się preferowaną opcją w wielu gałęziach przemysłu właśnie dlatego, że rozwiązują problem, którego nie mogą rozwiązać zwykłe wały ze stali węglowej: odporność na korozję bez utraty wytrzymałości mechanicznej. W środowiskach, w których występuje wilgoć, chemikalia, mgła solna lub środki czyszczące dopuszczone do kontaktu z żywnością, wał ze stali węglowej będzie szybko korodował, co prowadzi do wżerów powierzchniowych, utraty wymiarów, uszkodzeń łożysk i ostatecznie pęknięcia wału. Stal nierdzewna eliminuje lub radykalnie ogranicza te tryby awarii, wydłużając żywotność i skracając przestoje konserwacyjne.
Oprócz odporności na korozję, wały silnika ze stali nierdzewnej oferują dobrą obrabialność w odpowiednich gatunkach, doskonałe możliwości wykończenia powierzchni i zgodność z normami higienicznymi wymaganymi w zastosowaniach spożywczych i farmaceutycznych. Ta kombinacja właściwości wyjaśnia, dlaczego wały ze stali nierdzewnej są obecnie standardem w pompach do uzdatniania wody, silnikach okrętowych, sprzęcie do przetwarzania żywności, urządzeniach medycznych i systemach dozowania chemikaliów.
Nie każdy stop stali nierdzewnej nadaje się jednakowo do zastosowań na wałach silnika. Wybrany gatunek musi równoważyć odporność na korozję, wytrzymałość na rozciąganie, obrabialność i koszt. Oto gatunki najczęściej określane dla wałów silników ze stali nierdzewnej:
Gatunek 303 jest najbardziej podatną na obróbkę skrawaniem spośród austenitycznych stali nierdzewnych, dzięki dodatkowi siarki i fosforu, które poprawiają łamanie wiórów podczas operacji toczenia i frezowania. To sprawia, że jest to popularny wybór w przypadku precyzyjnych wałów silników, które wymagają rozległej obróbki skrawaniem — rowków wpustowych, otworów krzyżowych, gwintów i wąskich tolerancji. Jednakże te same dodatki stopowe, które poprawiają skrawalność, nieznacznie zmniejszają odporność na korozję w porównaniu do 304 lub 316. Klasa 303 nie jest zalecana do środowisk bardzo bogatych w chlorki lub kwaśnych.
Klasa 304 (znana również jako stal nierdzewna 18/8) jest gatunkiem konia roboczego do wałów silników ze stali nierdzewnej ogólnego przeznaczenia. Zapewnia dobrą odporność na korozję w środowiskach lekko korozyjnych, przyzwoitą wytrzymałość (wytrzymałość na rozciąganie zazwyczaj 515–620 MPa w postaci wyżarzonej, wyższa w przypadku ciągnienia na zimno) oraz szeroką dostępność w postaci prętów okrągłych i precyzyjnie szlifowanych form wałów. Jest szeroko stosowany w pompach, silnikach HVAC i napędach przemysłu lekkiego. Klasa 304 jest opłacalna i pokrywa większość nieagresywnych scenariuszy korozji.
Klasa 316 dodaje 2–3% molibdenu do składu 304, radykalnie poprawiając odporność na wżery chlorkowe i korozję szczelinową. To sprawia, że wały silników ze stali nierdzewnej 316 są standardowym wyborem w przypadku silników okrętowych, pomp wody morskiej, sprzętu offshore i zastosowań w przetwórstwie chemicznym, w których obecne są chlorki lub kwasy. Gatunek 316L to wariant niskoemisyjny, preferowany podczas spawania, aby zapobiec uczuleniu. Wytrzymałość na rozciąganie 316 w półfabrykacie pręta ciągnionego na zimno zwykle mieści się w zakresie od 620 do 760 MPa, w zależności od stopnia obróbki plastycznej na zimno.
W przypadku zastosowań z wałami silnika o wysokiej wydajności, gdzie wymagana jest zarówno odporność na korozję, jak i znacznie większa wytrzymałość mechaniczna, najlepszym materiałem jest stal nierdzewna 17-4 PH. Po obróbce cieplnej polegającej na utwardzaniu wydzieleniowym (stan H900 do H1150) można osiągnąć wytrzymałość na rozciąganie 900–1300 MPa, porównywalną ze stalami stopowymi – przy zachowaniu umiarkowanej odporności na korozję. 17-4 PH jest stosowany w wałach silników lotniczych, wrzecionach o dużej prędkości i wymagających zastosowaniach pomp, gdzie standardowy gatunek austenityczny nie przetrwałby obciążeń zmęczeniowych.
Gatunki martenzytyczne, takie jak 410 i 420, można poddawać obróbce cieplnej w celu uzyskania wysokiej twardości i odporności na zużycie, dzięki czemu nadają się na wały silników pracujących w warunkach ściernych lub do zastosowań wymagających dobrej twardości powierzchni łożyska. Ich odporność na korozję jest niższa niż w przypadku gatunków austenitycznych i wymagają suchego lub lekko wilgotnego środowiska, aby uniknąć przyspieszonego utleniania. Są powszechnie stosowane w silnikach pomp wiertniczych i wałach mieszadeł pracujących w stosunkowo łagodnych środowiskach chemicznych.
Podczas określania wału ze stali nierdzewnej do zastosowania w silniku porównanie właściwości mechanicznych pomaga zawęzić wybór w oparciu o moment obrotowy, zginanie i obciążenia zmęczeniowe, na które wał będzie narażony podczas pracy.
| Ocena | Wytrzymałość na rozciąganie (MPa) | Granica plastyczności (MPa) | Twardość (HRB/HRC) | Odporność na korozję | Najlepszy przypadek użycia |
| 303 | 515–620 | 205–310 | ~96 HRB | Umiarkowane | Wały wykonane z dużą precyzją |
| 304 | 515–760 | 205–450 | ~92 HRB | Dobrze | Ogólne silniki przemysłowe |
| 316 | 515–760 | 205–450 | ~95 HRB | Doskonały (chlorek) | Morskie, chemiczne, spożywcze |
| 17-4 PH (H900) | 1170–1310 | 1000–1170 | ~38 HRC | Dobrze | Wały o dużym obciążeniu i dużej prędkości |
| 420 | 586–1900 (obrobione cieplnie) | 345–1600 | Do 50 HRC | Umiarkowane | Odporne na zużycie powierzchnie wału |
Wymiary wału silnika są regulowane zarówno przez standardy ramy silnika, jak i wymagania dotyczące interfejsu sprzętu napędzanego. Właściwe dobranie wymiarów i tolerancji ma kluczowe znaczenie — zbyt mały wał będzie ślizgał się w łożyskach lub sprzęgle, natomiast zbyt duży wał stwarza problemy montażowe lub nadmierne naprężenia łożyska.
Wały silników ze stali nierdzewnej są zazwyczaj dostarczane jako precyzyjnie szlifowane pręty okrągłe lub wały obrobione wykańczająco. W przypadku standardowych zastosowań silnikowych przedłużenia wałów są szlifowane z tolerancją h6 lub k6 zgodnie z normą ISO 286, co zapewnia ścisłe pasowanie ślizgowe lub lekkie pasowanie wciskowe w przypadku standardowych łożysk i sprzęgieł. W przypadku zastosowań wymagających mocniejszego pasowania łożysk można określić tolerancje f7 lub g6. Należy zauważyć, że stal nierdzewna ma niższą przewodność cieplną niż stal węglowa, co wpływa na rozszerzalność cieplną podczas pracy i należy to uwzględnić w obliczeniach pasowania z wciskiem.
Wykończenie powierzchni wału silnika ze stali nierdzewnej bezpośrednio wpływa na wydajność łożyska, trwałość uszczelnienia i wytrzymałość zmęczeniową. Obszary osadzenia łożysk zazwyczaj wymagają wykończenia Ra 0,4–0,8 µm (16–32 µin), podczas gdy obszary styku z uszczelnieniem wału wymagają Ra 0,2–0,4 µm, aby zapobiec przedwczesnemu zużyciu uszczelki wargowej. Obszary wpustów i wielowypustów mają własne wymagania dotyczące wykończenia powierzchni zgodnie z obowiązującymi normami (np. DIN 6885 dla wpustów równoległych). W przypadku zastosowań w przemyśle spożywczym i sanitarnym zewnętrzne powierzchnie wałów wystawione na działanie strefy produktu muszą spełniać Ra ≤ 0,8 µm zgodnie z normami sanitarnymi 3-A.
IEC 60072 i NEMA MG1 to dwie dominujące normy dotyczące wymiarów ram i wałów silników na całym świecie. W silnikach IEC powszechnie stosuje się metryczne średnice wałów (np. 19, 24, 28, 38, 48 mm) z odpowiednimi wymiarami rowków wpustowych DIN, podczas gdy silniki NEMA mają oznaczenia calowe (np. 7/8", 1-1/8", 1-3/8") z kluczowymi wymiarami ANSI/ASME B17.1. Określając zamienny wał silnika ze stali nierdzewnej lub niestandardowy wał silnika, zawsze należy sprawdzić, czy projekt jest zgodny z normami IEC lub Konwencje NEMA zapewniające kompatybilność sprzęgła i skrzyni biegów.

Wały silników ze stali nierdzewnej nie są wszędzie stosowane – kosztują więcej niż alternatywy ze stali węglowej i zazwyczaj są określane tylko tam, gdzie wymagania środowiskowe lub higieniczne uzasadniają wyższą cenę. Oto kluczowe branże i zastosowania, w których są one naprawdę niezbędne:
Wybór wału silnika ze stali nierdzewnej to coś więcej niż tylko wybór gatunku. Systematyczne podejście, które ocenia środowisko operacyjne, obciążenia mechaniczne, wymagania dotyczące interfejsu i ograniczenia regulacyjne, doprowadzi do lepszych i trwalszych wyników.
Zdefiniuj konkretne czynniki korozyjne, na które narażony jest wał — woda słodka, woda morska, kwasy spożywcze (cytrynowy, octowy), żrące środki czyszczące, woda chlorowana lub chemikalia przemysłowe. W przypadku lekko korozyjnych lub wilgotnych środowisk wewnętrznych zwykle wystarcza klasa 304. W przypadku środowisk bogatych w chlorki lub kwaśnych należy określić gatunek 316. W przypadku wyjątkowo agresywnych warunków (stężone kwasy, roztwory o dużej zawartości chlorków powyżej 60°C) należy rozważyć stal nierdzewną duplex lub gatunek wyższego stopu, taki jak 904L.
Minimalną średnicę wału dla danego momentu obrotowego oblicza się ze wzoru na naprężenie skręcające: d = (16T / πτ_allow)^(1/3), gdzie T to przenoszony moment obrotowy w N·mm, a τ_allow to dopuszczalne naprężenie ścinające dla wybranego gatunku stali nierdzewnej. Zastosuj współczynnik serwisowy (zwykle 1,5–2,5 w zależności od warunków obciążenia udarowego), aby uwzględnić obciążenia szczytowe, momenty rozruchowe i zmęczenie. W przypadku wałów poddawanych łącznemu zginaniu i skręcaniu – powszechnym w konfiguracjach z obciążeniem poprzecznym – należy zastosować metodę naprężeń równoważnych von Misesa, aby prawidłowo dobrać rozmiar wału.
Wały ze stali nierdzewnej mają niższy moduł sprężystości (~193 GPa dla 316) w porównaniu ze stalą węglową (~200 GPa), co oznacza nieco większe ugięcie przy tym samym obciążeniu zginającym. W przypadku dużych rozpiętości lub konfiguracji wspornikowych różnica ta może być znacząca i należy ją sprawdzić w obliczeniach ugięcia wału. Sprawdź także, czy twardość wału jest zgodna z twardością wewnętrznego pierścienia łożyska — jeśli wał jest bardziej miękki niż bieżnia łożyska, może wystąpić zużycie cierne na powierzchni pasowanej, zwłaszcza pod wpływem wibracji. Utwardzanie powierzchniowe, takie jak azotowanie lub twarde chromowanie (jeśli jest to dozwolone), może poprawić odporność na zużycie w gniazdach łożysk.
Wały silników ze stali nierdzewnej mogą być produkowane z prętów ciągnionych na zimno, walcowanych na gorąco lub odkuwek. Półfabrykat ciągniony na zimno i szlifowany bezkłowo zapewnia najlepszą konsystencję wymiarową i wykończenie powierzchni do bezpośredniego użycia lub minimalnej dalszej obróbki. Kute półfabrykaty są preferowane w przypadku dużych wałów lub zastosowań o dużej udarności, gdzie wyrównanie przepływu ziaren zwiększa wytrzymałość zmęczeniową. Zamawiając niestandardowe wały silnika ze stali nierdzewnej, należy zawsze określić kształt pręta (ciągniony na zimno czy walcowany na gorąco), wymagane certyfikaty walcowni (EN 10204 3.1 lub 3.2) oraz normę tolerancji wymiarowej.
Chociaż stal nierdzewna jest z natury odporna na korozję, specjalna obróbka powierzchni może jeszcze bardziej poprawić wydajność w wymagających zastosowaniach lub poprawić odporność na zużycie w krytycznych miejscach styku.
Nawet prawidłowo dobrane wały silnika ze stali nierdzewnej mogą ulec przedwczesnej awarii, jeśli praktyki montażu lub konserwacji są nieprawidłowe. Zrozumienie najczęstszych rodzajów awarii pomaga inżynierom i zespołom konserwacyjnym interweniować, zanim nastąpi katastrofalna awaria.
Austenityczne stale nierdzewne (304, 316) są podatne na pękanie korozyjne naprężeniowe, gdy są jednocześnie wystawione na naprężenia rozciągające i specyficzne środowisko korozyjne – zwłaszcza gorące roztwory chlorków powyżej 60°C. SCC zazwyczaj inicjuje się na powierzchni i szybko rozprzestrzenia się w przekroju poprzecznym wału, powodując nagłe kruche pękanie przy poziomach naprężeń znacznie poniżej granicy plastyczności materiału. Zapobieganie obejmuje wybór gatunków duplex lub ferrytycznych do zastosowań wymagających dużej zawartości chlorków i wysokich temperatur, minimalizowanie naprężeń szczątkowych poprzez obróbkę odprężającą i unikanie geometrii szczelin, w których może gromadzić się stężenie chlorków.
Fretting występuje, gdy mikroruch pomiędzy wałem a pierścieniem wewnętrznym łożyska pod wpływem wibracji generuje drobne cząstki tlenku, które działają jak materiał ścierny i powodują przyspieszające zużycie na styku. Stosunkowo niska twardość stali austenitycznej w porównaniu z wałami ze stali hartowanej powoduje, że zjawisko frettingu budzi szczególne obawy. Strategie zapobiegania obejmują stosowanie odpowiednich pasowań wciskowych (weryfikowanych poprzez obliczenia), stosowanie środków przeciwciernych (np. masy ustalającej Loctite 638) lub określanie stref utwardzonych w gniazdach łożysk poprzez azotowanie plazmowe.
Obracające się wały silników poddawane są całkowicie odwróconym naprężeniom zginającym, które mogą inicjować pęknięcia zmęczeniowe przy koncentracji naprężeń – narożniki rowków wpustowych, otwory krzyżowe, zaokrąglenia występów i nasady gwintu. Stale nierdzewne nie wykazują wyraźnej granicy wytrzymałości jak stale węglowe, co oznacza, że przy wystarczającej liczbie cykli nawet niskie naprężenia mogą spowodować uszkodzenie zmęczeniowe. Duże promienie zaokrągleń (r/d ≥ 0,1 jako minimalna wytyczna), gładkie wykończenie powierzchni w przejściach i unikanie ostrych narożników rowków wpustowych to podstawowe środki zaradcze projektowe.
Kiedy wał silnika ze stali nierdzewnej styka się elektrycznie z mniej szlachetnym metalem — takim jak aluminiowe obudowy, elementy złączne ze stali węglowej lub mosiężne sprzęgła — w obecności elektrolitu, korozja galwaniczna może szybko atakować mniej szlachetny materiał. Chociaż sam wał ze stali nierdzewnej jest zwykle katodą (chronioną), może powodować przyspieszone wżery w niektórych zespołach z mieszanych metali, w zależności od stosunku powierzchni i przewodności elektrolitu. Używaj kompatybilnych materiałów złącznych, uszczelek izolacyjnych lub powłok dielektrycznych na stykach różnych metali, aby zapobiec tworzeniu się ogniw galwanicznych.
Właściwa konserwacja wałów silnika ze stali nierdzewnej jest stosunkowo prosta w porównaniu z odpowiednikami ze stali węglowej, ale kilka ukierunkowanych praktyk znacząco poprawia długoterminową niezawodność.
Fenglan jest Producent elektrycznych części precyzyjnych w Chinach, Producenci precyzyjnych części samochodowych i Dostawcy precyzyjnych części przemysłowych. Twój niezawodny partner w produkcji części i komponentów od 2010 roku
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny
Add: Nr 60, East Zhuanghe Road, miasto Chunjiang, wioska Wei, dystrykt Xinbei, miasto Changzhou, Chiny  Prywatność
Prywatność



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17